
秋田県を代表する銘酒として名高い「高清水」。全国各地のスーパーやコンビニでよく見かける銘柄ということもあり、日常のレギュラー酒というイメージを持っている方も多いのではないでしょうか。
しかし、「高清水」の醸造元である秋田酒類製造は、さまざまな日本酒コンクールで好成績を収める銘醸蔵でもあります。
前回の記事でお伝えした、大規模な仕込みで会社の屋台骨となっている「千秋蔵」、手造りで小仕込みにこだわる「仙人蔵」と並んで、少数精鋭の特にハイレベルな酒造りを牽引しているのが「御所野蔵(ごしょのぐら)」。全国新酒鑑評会では史上初の16年連続金賞を成し遂げ、その記録はいまだ継続中です。
今回は、御所野蔵を率いる杜氏の加藤均さんに、高いレベルの酒造りを維持し続ける秘訣をうかがいました。
お酒は微生物が生み出すもの。人間はそれを手伝うだけ。
秋田酒類製造は、秋田県内で酒造業を営んでいた12軒の蔵が完全企業合同を行い、1944年に発足しました。秋田県産の良質な米と奥羽山系の清らかな地下水を使用して造られる代表銘柄の「高清水」は、濃醇でなめらかな味わいの日本酒です。
秋田県横手市の山内を発祥とする酒造り技術集団「山内(さんない)杜氏」が、酒造りに代々携わり、"秋田流寒仕込み"と呼ばれる伝統の技を今に伝えています。日常からハレのまで幅広く楽しめるラインナップも魅力で、多くの日本酒ファンに愛されています。
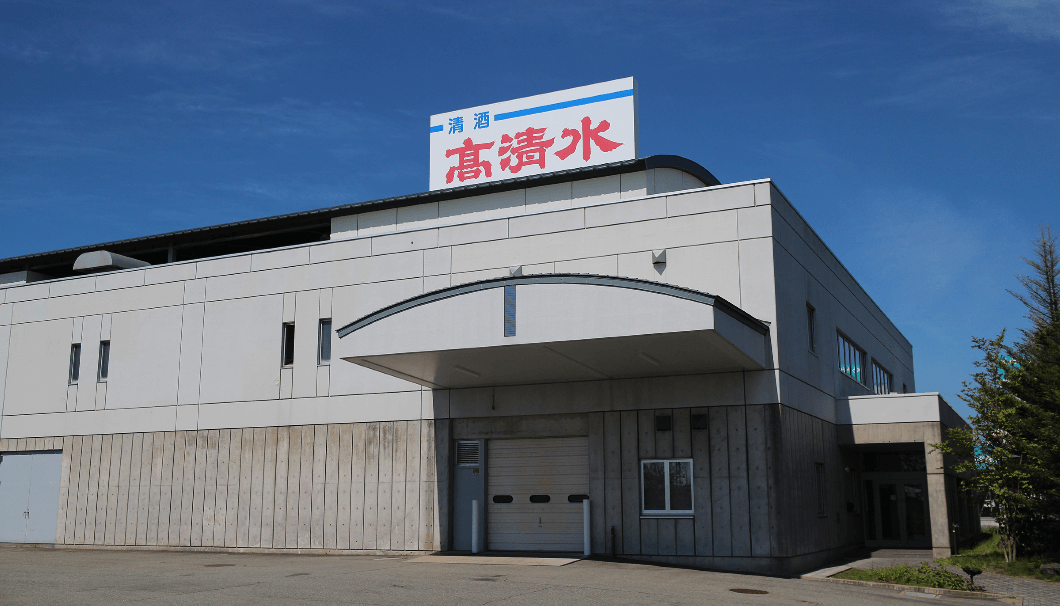
秋田市内にある「千秋蔵」「仙人蔵」から車で20分。同じく秋田市内の工業団地の一角に「御所野蔵」があります。ここは主に特定名称酒を造るための蔵です。1998年に竣工した建物の内部は、コンピューター制御ができる最新の機器と全館空調を備え、気候に左右されずに酒造りできる環境が整えられています。
近代的で堅牢な要塞を思わせる見た目とは打って変わって、エントランスを入ると絨毯敷きの廊下が伸び、いわゆる"酒蔵"の雰囲気はありません。
仕込み蔵に続く扉の先はコンクリート打ちっ放しで、まるで研究所を思わせる空間です。段差をなくして広めに取った廊下に沿って、麹室や酒母室が並ぶ配置となっています。

取材当日、麹室では蔵人が仲仕事の作業の真っ最中でした。
麹は自動製麴機を用いて造られますが、温度管理以外はすべて手作業。「素手で触れてこそ、麹の良し悪しがわかる」という加藤杜氏の教えには、機械ばかりに頼らず、昔ながらの五感を使った酒造りを身につけてほしいという思いが込められています。

御所野蔵にはもうひとつ「第2麹室」と名付けられた小部屋があり、こちらは出品酒専用の室になっています。製麴段階から工程を分けることで汚染などの事故を防ぎ、集中力を持って作業に取り組めるといいます。
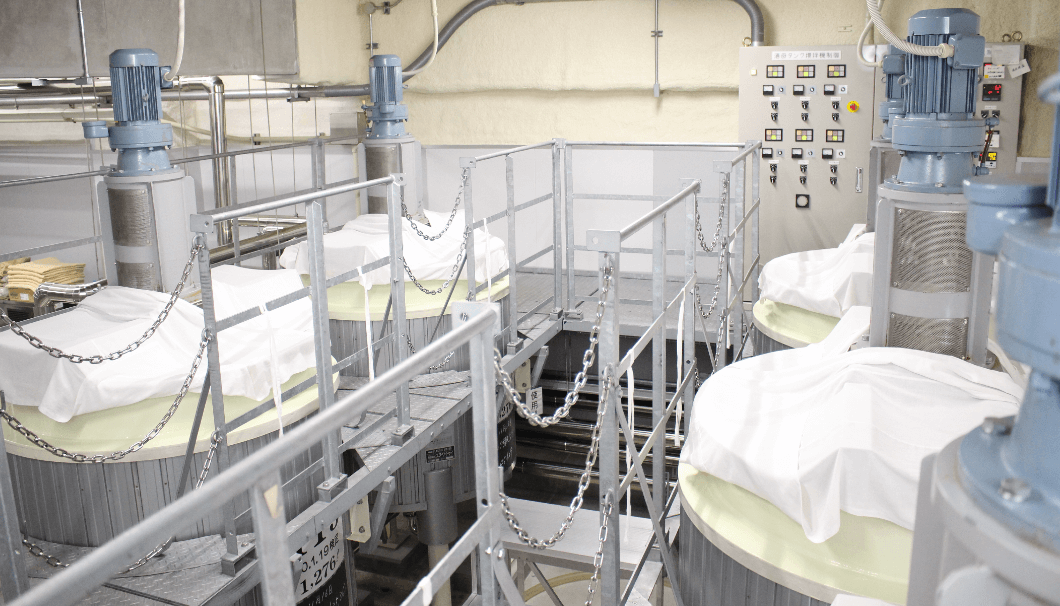
酒母タンクは基本的にすべてコンピューター管理。清潔さを保つため、室内にあまり人が立ち入らずに済むように、タンクの内側には攪拌器を取り付けています。

また、加藤杜氏が「命」と呼ぶ火入れ装置は、特殊な熱交換装置を搭載し、お酒にストレスをかけないものを採用しています。この装置のおかげで、フレッシュな味わいのしぼりたてに近い酒質を保ったまま、火入れできるようになりました。
緻密な温度管理で酒造りの環境を整える加藤流の手法は、「あくまでお酒は微生物が生み出すもの、人間はそのサポートに徹するだけ」という信念あってのこと。
環境整備は温度ばかりでなく衛生面にも発揮され、機材の整理整頓はもちろん、それぞれのセクションごとに専用の洗い場を設け、使った器具はすぐ洗えるように工夫されていました。
杜氏自身が設計に携わった「御所野蔵」
なぜ、御所野蔵はこれほど使い勝手の良い設備や動線が整えられているか。それは蔵の設計を担ったのが加藤杜氏だからです。日本全国にさまざまな酒蔵がある中、杜氏自身が設計を手がける蔵は珍しいでしょう。
御所野蔵の建設が計画されたのは、日本酒業界の景気はピークを超え、徐々に下降が始まった1990年代の中頃でした。当時まだまだ好調だった「高清水」ですが、何か新しい挑戦をしなければという意識がありました。
その一環として外部から杜氏を呼ぶのをやめ、社員が酒造りを行う特定名称酒専用の蔵を新設する動きが始まります。そこで白羽の矢が立ったのが、当時研究職として働いていた加藤杜氏。現在の御所野蔵に隣接して建つ、精米工場の設計を手がけた経験を買われてのことでした。
「酒造りの経験もないのに、無鉄砲ですよね。でもやるしかない。銘醸蔵と言われる蔵を見学してなんとか設計図を描こうとしたのですが、最初の1ヶ月は何も浮かばなかったですね。最終的には本社にあった第一工場(現在の仙人蔵)をベースにアレンジしました。各工程の部屋ごとに洗い場を設けるのもそのときに考えたアイデアです」
御所野蔵ができると同時に杜氏に就任。それまで酒造りを一切したことがなかったという加藤杜氏と、同じく右も左もわからない社員メンバーが6人。最初の2年はとにかく目の前のことで精一杯だったといいます。
「御所野蔵」の加藤杜氏
「酒造りって怖いんですよ。ちょっとしたバランスが崩れるとすぐ失敗してしまうんです。修羅場は何度も迎えました。でもこのままじゃ終われない、一人前のお酒を造るまではと、なんとか続けてこれました」
無我夢中で仕事に取り組む日々。蔵の中も失敗を糧により使いやすく改良を重ねていきました。大変な毎日をどうやって乗り越えてこえたのかとたずねると、「好きだったからかな」と朗らかに笑う加藤杜氏。
「杜氏はみんなそうだと思いますよ。温度を計る作業ひとつとっても毎日違うし、タンクの中では宇宙のようなダイナミックな出来事が起きているわけだから、そこに関心を持てば、実は壮大な仕事をしている実感が持てるんです。だからこそ、搾った時の感動が生まれてくるのかもしれませんね」
新しい商品を生み出し続ける宿命
御所野蔵での酒造りが軌道に乗り始めると、本社からさまざまなオーダーが舞い込むようになります。
なかでも、純米大吟醸のスペックで1,400円台というリーズナブルな価格を実現した「高清水 純米大吟醸」は蔵が誕生して初めての大ヒット商品になりました。

「高清水 生酛特別純米酒」と「高清水 純米大吟醸」(写真右)
それはちょうど2011年ごろの出来事。加藤杜氏にとって、「酒造りというものがおぼろげながらわかってきた」と語る時期とリンクしていることもあり、生まれるべくして生まれた思い出深い商品なのだそうです。
「ようやくひとつの役目を果たせたと思いました。新しいものを造るのが御所野蔵の使命ですから」

これまで御所野蔵を全国新酒鑑評会で史上初の16年連続金賞に導き、2020年には東北清酒鑑評会で最優秀賞の栄誉を得た名杜氏であっても、酒造りにはまだ見ぬ領域があるのかもしれません。それはまるで見果てぬ夢のような。
「何事もゴールがあるからがんばれるのですが、酒造りはたどり着いたと思ったらまだ先があってゴールがどんどん遠のいていくんですよね。なんだか人生と似ています。それでも、一歩でも前に進むために、なんでもチャレンジしたいですね」と、目を輝かせる加藤杜氏。
どんな苦境にあっても決してあきらめず前に進む不屈の精神が、御所野蔵の土台となり独自の酒造りを支えていました。
御所野蔵に与えられたミッションは、多様化するニーズに合わせ、小規模ながら品質管理が徹底された商品づくりを担うこと。"攻めの姿勢"が常に求められています。
「千秋蔵」「仙人蔵」、そして「御所野蔵」。それぞれが互いに役割を果たしながらも目指すのは、「酒質第一」の社是のとおり、より良いお酒を造ることにほかなりません。秋田酒類製造の3つの蔵を巡るなかで、揺るぎないその想いに触れることができました。
(取材・文/渡部あきこ)
sponsored by 秋田酒類製造株式会社


