
日本酒には、さまざまな種類の酒米が使われています。そのうちのひとつ「白鶴錦」をご存知でしょうか。
「白鶴」の名を冠する通り、銘醸地・灘の白鶴酒造が独自に開発した酒米です。「山田錦に優るとも劣らない米を生み出す」をコンセプトに開発を進め、2007年に品種登録が完了しました。
2012年には、はせがわ酒店の社長・長谷川浩一さんが白鶴酒造を訪問し、同行していた「十四代」の高木顕統さんに「白鶴錦で酒を造ってみたらどうか」と提案。これを機に、各地の酒蔵との交流が活発化しました。これまで11蔵が、白鶴錦を使った酒造りに取り組み、年々その輪は広がっています。

いったい、白鶴錦とはどのような酒米なのでしょうか。白鶴錦で日本酒を造る酒蔵が一堂に会し、意見交換を行った「白鶴錦 蔵元の集い2019」から、その正体に迫ります。
山田錦に並ぶ酒米を目指し、白鶴酒造が開発
酒米と聞くと、多くの人が最初に「山田錦」を思い浮かべるのではないでしょうか。心白が大きく吸水性に優れ、きれいな味わいのお酒に仕上がることから、通称「酒米の王様」と呼ばれています。
白鶴錦は、この山田錦の弟にあたる酒米。山田錦の母親品種「山田穂」と、父親品種「渡船」の人工交配を経て誕生しました。その背景には「兄弟品種ならば、山田錦と肩を並べる酒米ができるのではないか」という期待があったといいます。
酒米の品種改良といえば、山田錦の子や孫がほとんど。兄弟の育種は初めてのケースであり、国や県などの公的機関ではなく、酒造メーカーが酒米の品種改良や育種を行うことは画期的な取り組みです。1995年に育種を始めてから9年の歳月を経て、2004年に、白鶴錦として品種登録を申請。受理されたのは2007年でした。その名前には「白鶴酒造が育てた期待の米である」という意味が込められています。

特徴は、山田錦に比べて粒や心白が大きいこと。タンパク質の量も山田錦と同程度で低いことから、できあがる酒は爽やかな香りと華やかさ、そしてやわらかい味わいになる傾向があります。
とはいえ、まだ開発されてから10年ほどと歴史が浅いため、そのポテンシャルは未知数。「白鶴錦 蔵元の集い」は、白鶴錦を使う蔵の知見を持ち寄り、その特性をさらに明確なものにすることを目的として開催されているのです。
2019年10月現在、以下の11蔵が白鶴錦を使用しています。
- 白鶴酒造「白鶴」(兵庫)
- 高木酒造「十四代」(山形)
- 澄川酒造場「東洋美人」(山口)
- 五町田酒造「東一」(佐賀)
- 清水清三郎商店「作」(三重)
- 梅錦山川「梅錦」(愛媛)
- 相原酒造「雨後の月」(広島)
- 亀の井酒造「くどき上手」(山形)
- 阿部勘酒造「阿部勘」(宮城)
- 新澤醸造店「あたごのまつ」(宮城)
- 桃川「桃川」(青森)
白鶴錦の田んぼを見学!

10月3日、小雨が降るなか向かったのは兵庫県佐用町。ここではJA兵庫西・酒米部会の協力のもと、町内の作付け面積の半分ほどである約75ヘクタールの田んぼで白鶴錦が栽培されています。現在の生育状況を確認するため、圃場見学が行われました。
JA兵庫西の担当者によると、「今年は7月の日照不足、そして8月の猛暑の影響があり、穂数はやや少ない見込み」とのこと。しかし生育は順調で、田んぼでは黄金色に実った稲穂が刈り取られるのを今か今かと待っていました。

視察した酒蔵の方からは「想像以上に良い環境」(新澤醸造店・新澤巌夫さん)、「雑草が生えていない、とてもきれいな田んぼ。手入れが行き届いている」(清水清三郎商店・内山智広さん)と、賞賛の声も。

垂れ下がった穂を見てみると、穂の先端から長く伸びた毛があるのに気づきます。これは「芒(のぎ)」というイネ科の植物に見られる特徴のひとつ。白鶴錦には芒がありますが、山田錦にはありません。これが、山田錦との外見上の大きな違いだそう。
現地には栽培を行なっている農家も駆けつけ、参加酒蔵からの質問に答える場面も。吉田営農の吉田将光さんは、佐用町で白鶴錦が生産されるようになった9年前から栽培に着手。以降、白鶴錦を育て続けています。
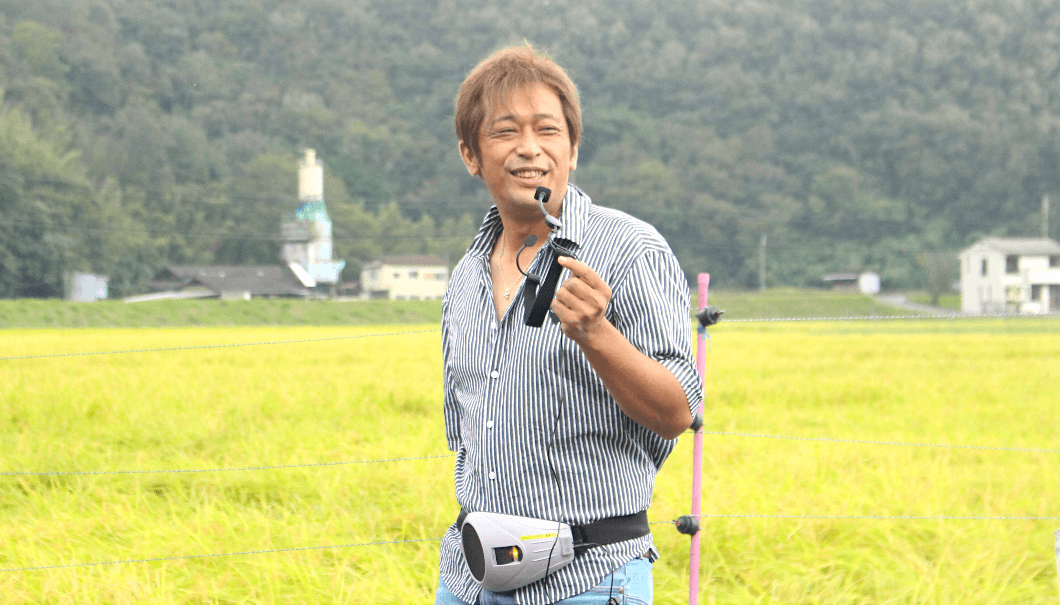
白鶴錦を栽培する吉田将光さん
「白鶴錦の栽培は難しいです。稲がやわらかいので倒れやすく、手入れが大変。それでも、落ちたもみ殻から自然に芽が出ているところを見ると、強い品種なんだと感じます。手塩にかけて育てていますから、酒蔵の方が見学に来てくれるのはうれしいですね。『うちの子どう?』と自信をもってお見せできます」
出荷するときは、まさに「嫁に出すような気持ち」と語る吉田さん。その愛情が酒蔵の方にも伝わったようで、新澤醸造店の新澤さんは「あらためて『良い酒を造ろう』という気持ちになりました。身が引き締まる思いです」と話します。今期の造りに向けて、意気込みを新たにする様子が伺えました。
松本酒造 製造部特別顧問・勝木慶一郎さん
見学に参加されていた、松本酒造(京都府)の製造部特別顧問を務める勝木慶一郎さんは「農家全体が高齢化しつつある今、酒を造る我々がどのような形でサポートできるのかを考えさせられました。農家と協力していかなければ、自分たちが欲しい米を手に入れることが難しくなるかもしれない。現場と連携を取り合って白鶴錦を作る体制には可能性を感じます」と話してくれました。
白鶴錦そのものはもちろん、白鶴酒造、農家、JAの3者が一丸となって推し進める生産体制も、日本酒の未来を考える上ではひとつの解となりそうです。
次の仕込みに向けて情報を共有
翌10月4日に行われた意見交換会の会場は白鶴酒造本社。前日の圃場見学を踏まえ、白鶴錦に関する研究結果や今後のブランド化について報告された後、今期の醸造結果について酒蔵から発表が行われました。

白鶴酒造の伴光博さんは、明らかになっている醸造特性をもとに、「白鶴錦で造る酒は雑味成分が少ないため、酒の香味を強調する『ホワイトキャンバス様効果』をもつ」と推察します。香り高い酒はより香り高く、甘い酒はより甘く、酸のある酒はより酸を感じさせる傾向があるとのこと。
これに対し、亀の井酒造は「カプロン酸エチルの香りがよく表現できた。山田錦よりも優しく上品な印象。ヴィンテージにも向いているかもしれない」と感じているそう。日本酒のポテンシャルをより引き出すことができたといいます。
また、「麹を造るときの手触りが山田錦といっしょで使いやすく、より透明感のある酒質になる」(清水清三郎商店・内山さん)、「思ったより吸水率が高かった。3年目にあたる今年は 、去年よりもう10%くらい磨いて挑戦してみたい」(梅錦山川・藤原康展さん)など、さまざまな意見が飛び交い、次なる仕込みに備えて熱心に聞き入る姿が見られました。
清水清三郎商店 杜氏・内山智広さん
発表の後は、各蔵が2018年度に白鶴錦で造った商品をテイスティング。次年度の造りのヒントを探るかのように、ひとつひとつを丁寧に確認していきます。
会を終えた阿部勘酒造の阿部昌弘さんは「細かい醸造特性まで教えてもらうことができ、本当に勉強になりました。初めて白鶴錦を使った今年よりも、さらに明確なビジョンを持って造りに入れると思います」と、多くの学びがあった様子。同じ酒米を使う"同志"として、蔵と蔵の強いつながりが生まれていました。
業界の大きな取り組みとして
「実力がある蔵のみなさん、そして日本酒業界を牽引する白鶴酒造さんといっしょに酒造りを進められることが魅力」と、澄川酒造場の澄川宜史さん。
また、阿部勘酒造の阿部さんは「以前から白鶴錦には注目していて、機会があれば使ってみたいと思っていました。蔵元としては、新しいお米、ましてや山田錦の兄弟品種ともなれば、興味が湧かないわけがない。普段は宮城県産米をメインに使っているので、蔵の新しい取り組みにもなってうれしいですね」と話してくれました。
参加した酒蔵が、酒米としても取り組みとしても評価するのは手応えを感じている証拠です。ましてや、集まった蔵は日本酒ファンが目を輝かせる人気銘柄を手がける有名蔵ばかり。白鶴錦には大きな期待が寄せられているとわかります。

自社で開発した酒米なら、本来は自分たちだけで使おうとするのが普通でしょう。しかし、開発の根幹にあるのは、日本酒業界のさらなる発展に寄与したいという強い意志。ほかの酒蔵を「ともに日本酒の未来をつくる仲間」と考えているからこそ、白鶴酒造は「もっとたくさんの酒蔵に使ってほしい」と願っています。
さまざまな酒蔵が垣根を越えてつながる「白鶴錦」の輪。業界の未来を見据えるプロジェクトから、今後も目が離せません。
(取材・文/渡部あきこ)
sponsored by 白鶴酒造株式会社


