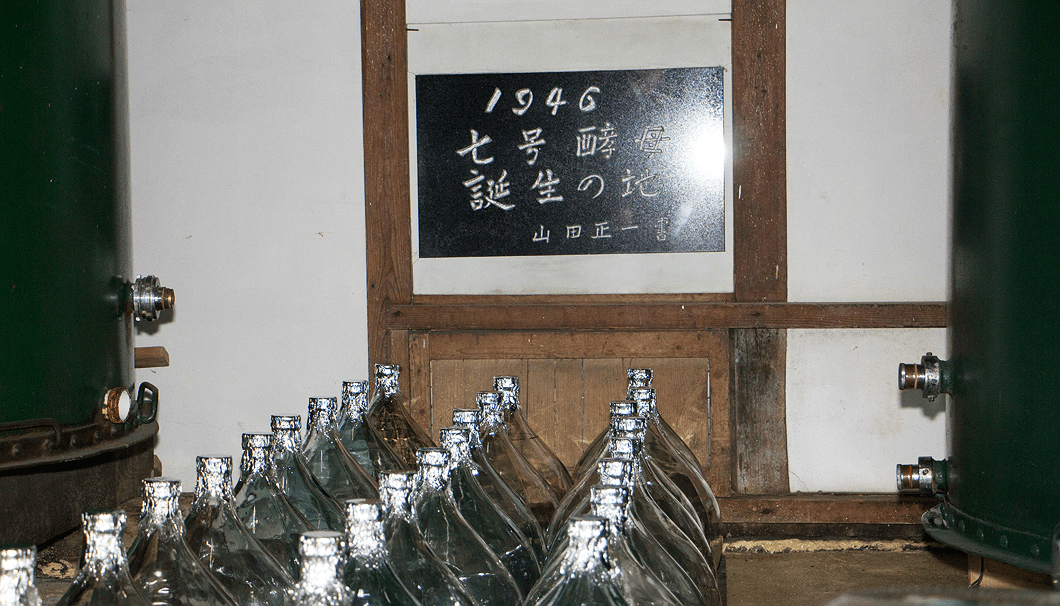
長野県諏訪市にある、1662年創業の宮坂醸造。諏訪大社のご宝物「真澄の鏡」を冠した「真澄」という銘柄を醸してきました。また、1946年にこの蔵で発見された新種の酵母が「7号酵母」として、全国の酒蔵へ普及したことでも有名です。
宮坂醸造は、諏訪蔵と富士見蔵の2蔵で酒造りを行なっています。2017年に、酒質のさらなる向上を目指して、富士見蔵の原料処理設備を一新しました。
富士見蔵が立てられたのは、今からおよそ37年前。今回のリニューアルで蔵の設備が一新されましたが、これだけの設備投資をするには大きな決断が必要なはず。どんなきっかけがあったのでしょうか。
出品酒と同じレベルでの原料処理が可能に
まずは、新しくなった蔵の設備についてみていきましょう。
全国新酒鑑評会などに出品される酒は、通常の市販酒とは別に小さいタンクでていねいに造られることがほとんどですが、宮坂醸造では、設備を新調したことによって、すべての酒を出品酒とほぼ同じレベルで造れるようになりました。
日本酒造りにおいて、米を蒸し上げるまでには、精米・洗米・浸漬の工程があります。
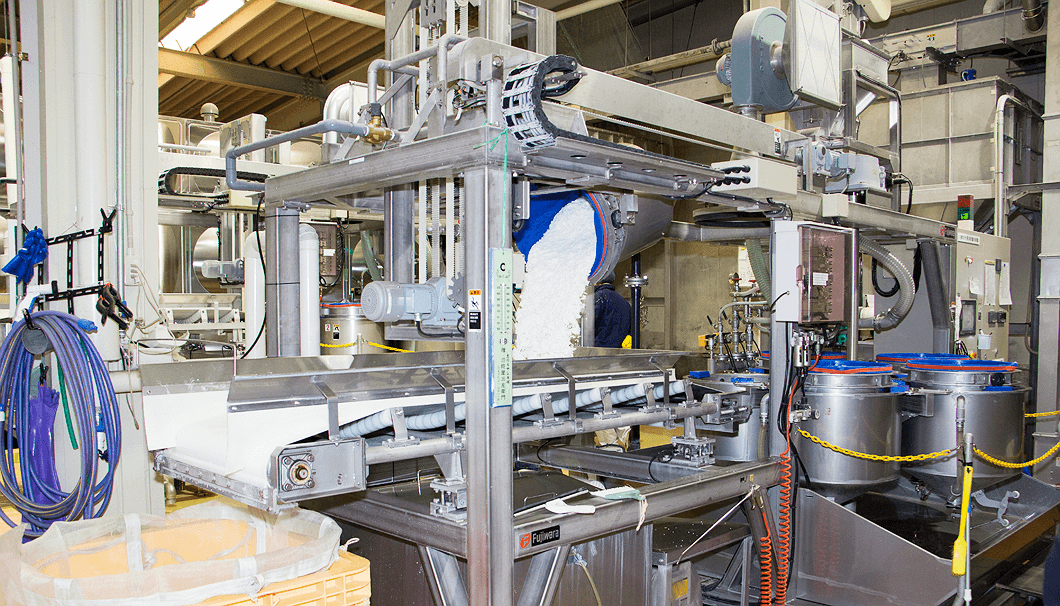
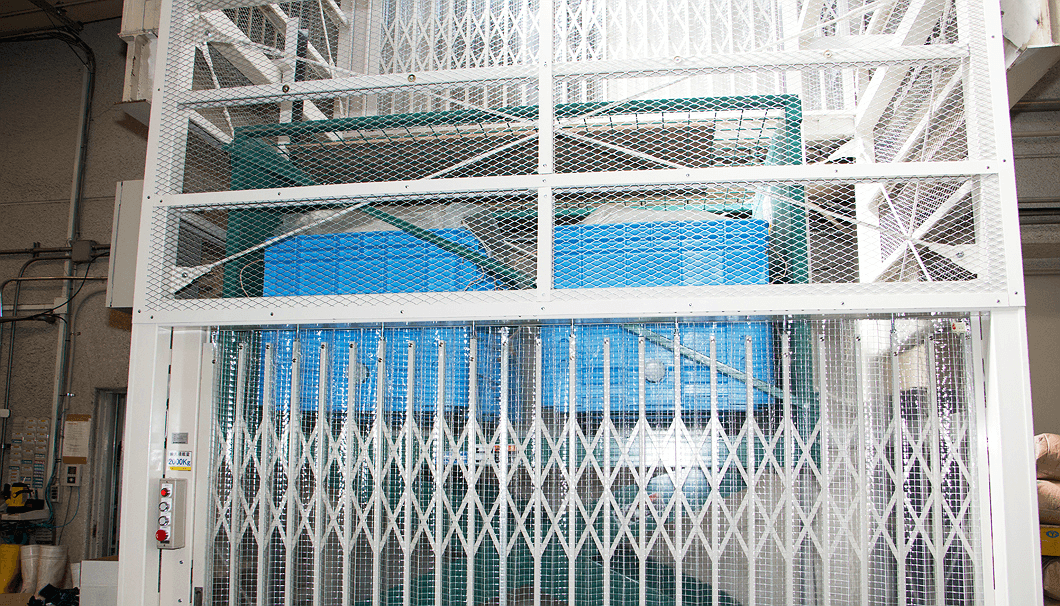
今までは精米した米を洗米した後、2階の浸漬タンクへ送っていましたが、今回のリニューアルで洗米から浸漬までを1台でまかなえる自動洗米機が2台導入されました。
出品酒の洗米のみに使われていたこの機械が、すべてのラインアップで使用できるようになったのです。どんな精米歩合の米でも、30キロ単位で正確に洗米・浸漬を行なうことができます。
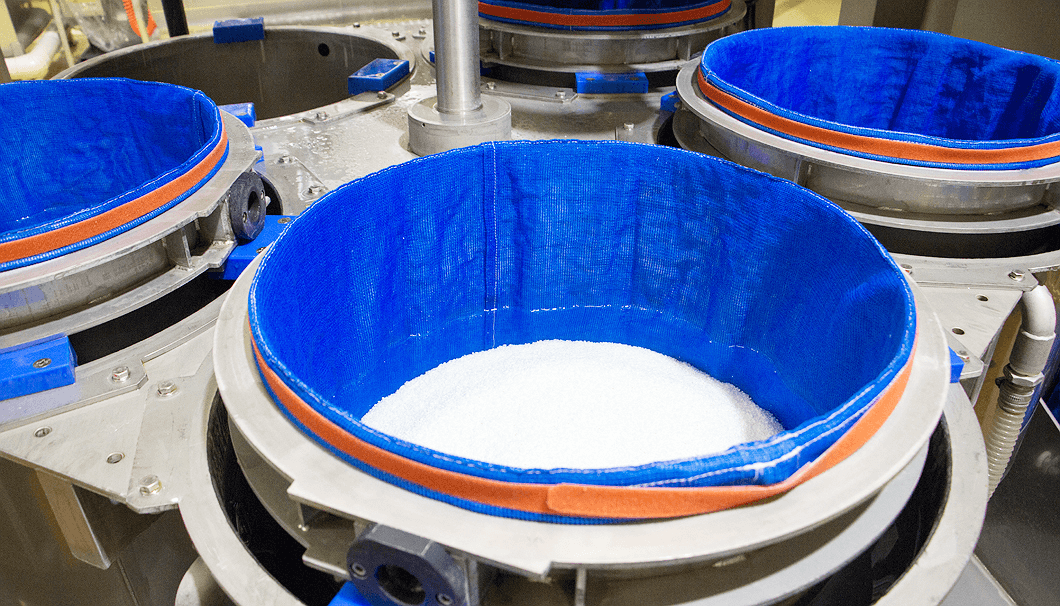
浸漬を終えた米を流すレーンが"はかり"になっていて、設定したとおりの管理をしてくれます。
洗米・浸漬を終えた米は、エレベーターで2階の蒸米機へ運ばれます。

2階にあった浸水タンクは撤去し、新しい蒸米機が置かれました。
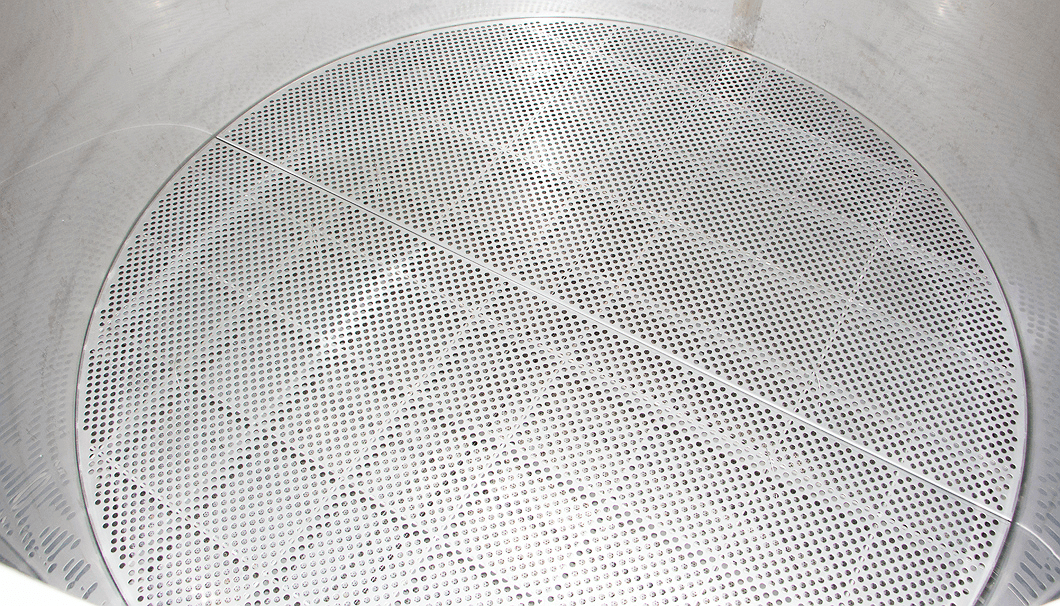
新しい蒸米機の底は米がベタベタにならないように改善されています。

蒸し上がった米は、小分けにして積み重ね、適温まで冷やします。

蒸した米は製麹用と仕込み用に分けられます。
室温が35~36℃に保たれている麹室で、約3日かけて麹を造っていきます。蒸米の表面に麹菌を振りかけて、必要な菌を増やすために、麹米の温度や乾燥具合をみながら室温や湿度を調整するのです。
麹米の表面と底面で温度差が生じてしまうため、出品酒の麹造りでは、麹を揉みながらひっくり返す「天地返し」という作業が行なわれます。大量の仕込みが必要になるレギュラー酒でも、新しい製麹機を使うことで出品酒と同じ工程で造ることが可能になりました。
「真澄」の原点を問い続ける
社長の宮坂直孝さんに、今回のリニューアルについて、話をうかがいました。
─ 富士見蔵の設備を一新した理由は何だったのでしょうか?
近年、どの酒蔵でも良いお酒が造られるようになってきて、品質競争が激しくなってきました。富士見蔵がスタートして37年になりますが、創建時に求められていた酒質と現在求められている酒質はまったく異なります。当時は美味しい普通酒を効率的に造ることが第一でした。しかし今では、純米酒や純米吟醸、大吟醸酒などが評価される時代になってきたのです。
そんな状況で、設備に対するストレスを感じさせながら、製造スタッフに「良い酒を造れ」とプレッシャーをかけるのは忍びない。また、杜氏からも「もっと良い酒造りがしたいけれど、相応の設備を用意してくれないと限界がある」という話が出てきたのです。
そこで、5年ほど前から計画を立て、他の酒蔵を見学させてもらいながら知見を重ね、このたび新しい設備を導入することに決めました。下準備も含めて1年に1つのペースで設備改修を進め、ちょうど昨年夏に、洗米・浸漬・蒸米・放冷・製麹の改修が完成したところです。
しっかりとした技術力をもっていると思いますし、良い人材もそろっていますから。製造スタッフが満足して、納得できるような酒を造れるようにしたかったんです。

次は、発酵タンクの小型化を計画しています。小仕込みのほうが温度管理をしやすく、よりきめ細かいコントロールができますから。タンクの課題をクリアすることができれば、さらに酒質を上げることができるでしょう。
弊社には中規模メーカーなりの設備がありますが、"原点回帰"としてもう一度ダウンサイジングを行ない、品質を上げる目標に向かって走っているところです。
─ "原点回帰"という言葉がありましたが、「7号酵母」に立ち返った酒造りにも力を入れていますね。
近年、7号酵母以外の酵母もたくさん使ってきました。最近のトレンドでは、香りの良い酒が高く評価されるのですが、7号酵母では香り高い酒を造るのが難しいのです。しかし、7号酵母以外を使うようになったのは、私の"若気の至り"だと今は反省しています。
息子(勝彦さん)が「7号酵母主体の酒造りにもう一度戻すべきだ」と考えているのは正しいです。もちろん、「真澄」の味が変わってしまうので、急に方針を変えることはできません。実験を重ねながら、10年後に7号酵母が主体になっているくらいのスピード感でいいと思っています。
また、製造の改革を進めるだけでなく、ラベルデザインの変更など、ブランドの再構築にも取り組んでいます。ブランディングを考えるなかで「『真澄』の原点とは?」と、あらためて7号酵母がクローズアップされていく予感がしていますね。
─ 酒質向上やブランディングに力を入れる背景には、品質競争だけでなく、そもそも日本酒を飲む人が減ってきたこともあると思います。その点はどのように考えていますか?
酒販店の廃業や日本酒を楽しむ人口の減少という現実に、我々は毎日直面しています。何をすべきかは明確で、減少していくお客さんに選んでもらえる高品質の酒を造り上げること。美味しければ買ってくれるという単純なことではないので、ラベルデザインやコンセプトなど、ブランドを伝えていくことが必要です。それから海外輸出ですね。今後、経済的に伸びていくであろうアジア諸国が目の前にあるわけですから。
また、酒蔵ツーリズムも大事なポイントですね。欧米ではワインにしろ、ビールにしろ、ウイスキーにしろ、醸造所へお客さんを呼んで、見学して試飲してもらってファンになってもらうことに一生懸命取り組んでいます。しかし日本酒業界では、あまりそういうことをやらない。だからファンが増えていかない。「日本酒って、どうやって造るか知っている?」と聞いても、ほとんどの人々が答えられないと思います。
ヨーロッパやアメリカのワイナリーでは、醸造所の近くに造り手の奥さんがやっている小さいレストランがあって、「うちの旦那が造った白ワインにはこの料理が一番合うのよ」と、料理を出してくれることは珍しくありません。外国の方々がたくさん日本に来てくれる今、輸出促進のためにもそういう仕掛けを整えていく必要があると考えています。
美味しい酒を求めて、変化し続ける
長い歴史をもつ宮坂醸造。美味しい酒を造るためのさまざまな試行錯誤を行なっていることが、宮坂社長の話から伺えました。
新しい設備の導入によって、きめ細やかな管理ができるようになった「真澄」の酒造り。設備が整ったぶん、妥協が一切できない厳しさもあります。新しく生まれ変わる「真澄」のこれからに注目です。
(文/乃木章)


