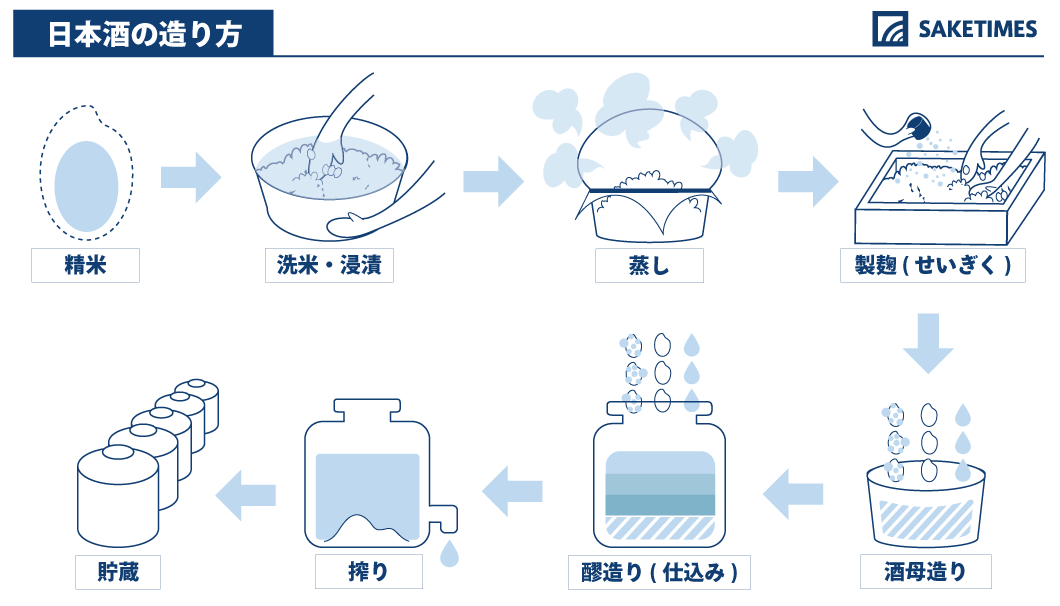
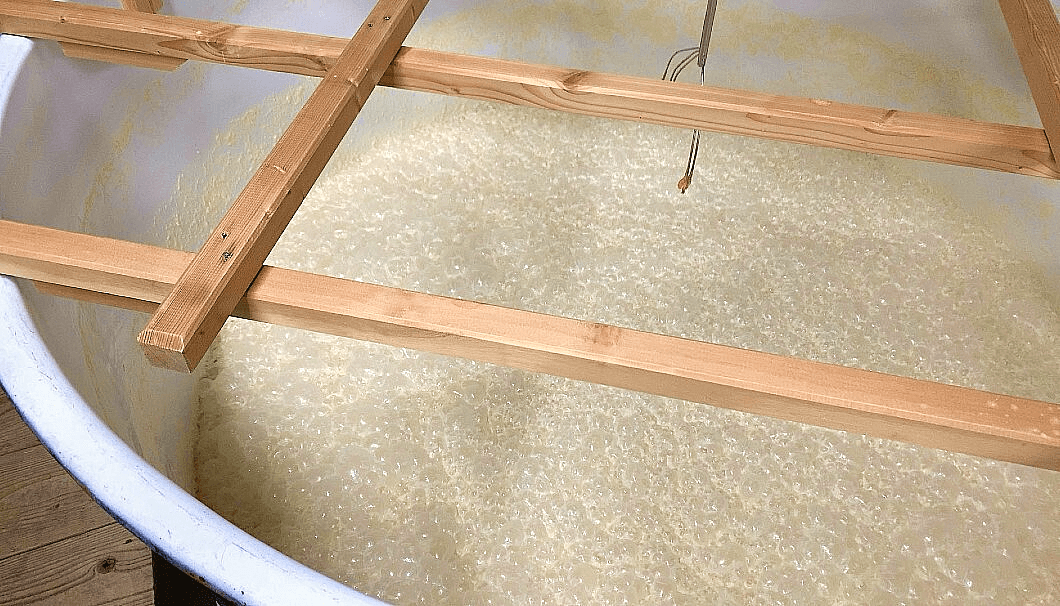
酒蔵見学で蔵を訪れた時に目にするのが、大きな仕込みタンクです。このタンクの中に、蒸した米、米麹、仕込水を入れて「醪(もろみ)」という日本酒のもとを造ります。

仕込み中のタンクの中をのぞくと、醪の表面に泡が出ていて、アルコール発酵している様子を観察できます。「醪は生きている!」と感じられる瞬間のひとつですね。
この記事では、この醪のなかの酵母菌の働きと泡の形(いわゆる「状貌(じょうぼう)」)について着目します。
発酵が進むたびに、泡は変化し続ける
日本酒を造るために必要なアルコール発酵では、酵母菌の働きによってアルコールを生成するのと同時に、炭酸ガス(二酸化炭素)も生成します。醪の表面に見える泡の正体は、この炭酸ガスによるものです。
杜氏や頭(かしら:蔵人の取りまとめ役。醪管理をすることが多い)は、この泡の出方や形で発酵の良し悪しを判断します。現在は化学的な分析も並行して行いますが、それでも醪の泡の状態は、酒造りにとって大事な判断材料です。
それでは、「きょうかい7号酵母」と「きょうかい9号酵母」で仕込んだ醪を例にとって、泡の形成を観察してみましょう。
酒母を立てて、米麹を入れて、米を蒸して仕込みが完了した日を、「留日(とめび)」と呼びます。初添・仲添・留添と進めてきた三段仕込みの最終日を基準に、醪の管理が始まります。
膨れ期(醪0~2日目)

仕込んだ直後は水を吸った米が膨らんでいるので、表面は飯状です。タンクの下の方には留仕込みまでに投入した水が溜まっています。
麹の糖化酵素がじわじわと効きはじめ、米のデンプンがグルコースに変わり、甘味が増えてきます。糖分が増えてくると酵母菌も一気に増え、アルコール発酵も進みます。デンプンの糖化とアルコール発酵が液中で並行して進む、並行複発酵のスタートです。
筋泡(醪2~3日目)

温度計で泡を刺すと、その穴から新しい泡がふつふつと湧いてきました。時間とともに新しい泡がいくつも発生し、遠目にも数本の筋になったように見えます。列を形成していくように見えるこの状態を、「筋泡(すじあわ)」と呼びます。
この時点のアルコール度数は5%程度。醪の糖含量の比重を表すボーメ度は10(日本酒度換算:-100)程度で、とっても甘いです。糖分をエサにして酵母が増えていきます。
水泡(醪3~4日目)

筋泡が発生している他の箇所によく湧く部分があります。この状態が「水泡(みずあわ)」です。泡には粘りがないのですぐに消えていきますが、時間を追うごとにその面積が増えていきます。
香りや炭酸ガスも少し出て、同時に硫化物臭も出る場合があります。これは酵母が出す発酵のサインで、醪初期に出ている場合はすぐに消えるので大丈夫です。
引き続き、麹による糖化も進み、ボーメ度は8(日本酒度換算:-80)程度。酵母の数もどんどんと増加しています。
岩泡(醪6~7日目)
留日から1週間後。水泡が続いたあと、泡の発生が増えて粘り気が増してきました。この状態が「岩泡(いわあわ)」です。泡のサイズも大きくなって、少し着色も見られてくる時期です。
ボーメ度は5(日本酒度換算:-50)程度で、アルコール度数も10%近くに達します。
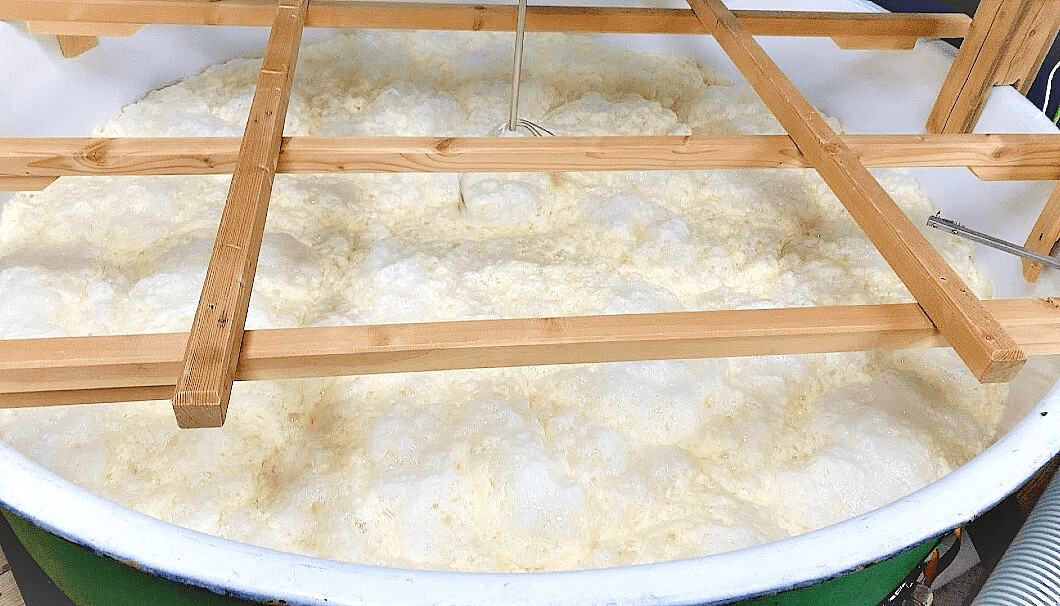
高泡(醪10日目~)
泡の最盛期で、タンクの上面を超えるほどの泡となります。香りは良く、炭酸ガスも良く出ています。この状態が「高泡(たかあわ)」です。
この泡には多くの酵母が含まれているので、溢れそうだからといって取り除いてはいけません。泡消し機で泡を抑え込むか、タンクの泡許容量を増やす泡笠を使って、泡が溢れないようにタンクの高さを確保します。
泡あり酵母の場合は、この泡の高低が主な判断基準でした。破精の悪い麹や早湧酛(はやわきもと)だと、泡が低くなるといわれています。一方で、泡が高さをキープできないと捉えるならば、アルコール発酵が次のプロセスに向かっているともいえるので、早め早めの対策で醪を進めるのも一手です。
「高泡」は、通常5~8日間続き、次第に引いていきます。ボーメ度は3(日本酒度換算:-30)を切ります。日本酒度が-30より大きくなる場合は、ボーメ度を使わず日本酒度で表記するのが通例です。
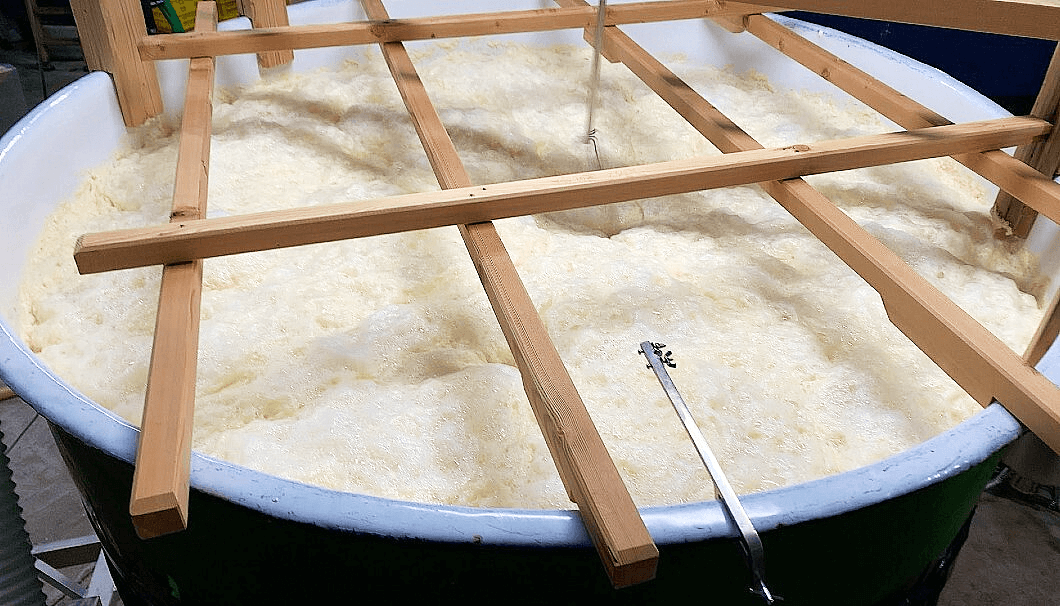
落泡(醪14日目~)
泡が大きくなってその形を保てなくなると、泡の高さは次第に液面に戻っていきます。この「落泡(おちあわ)」の時に、櫂を入れてみると、表面の泡はしぼみます。ですが、発酵は激しさを増しています。
泡の上面にいた酵母が醪に再び戻るので発酵力は最高となり、醪に残った糖を食べてアルコールを出し、醪の中の糖分が少なくなってきます。
日本酒度は-25程度ですが、1日経つごとに日本酒度がプラス5ずづ変わっていくので、操作のタイミングを逸さないように注意が必要です。
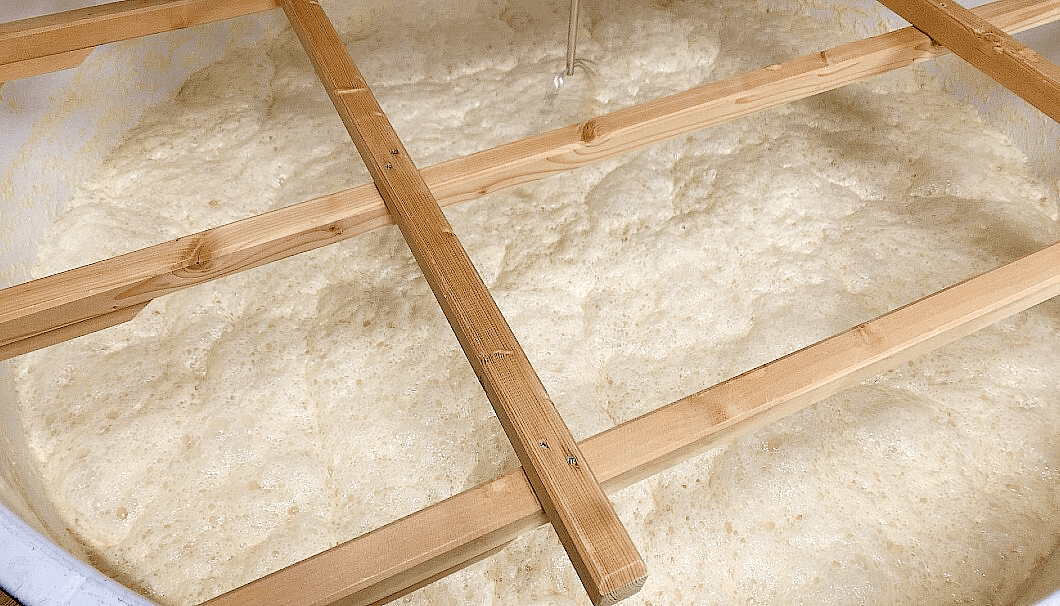
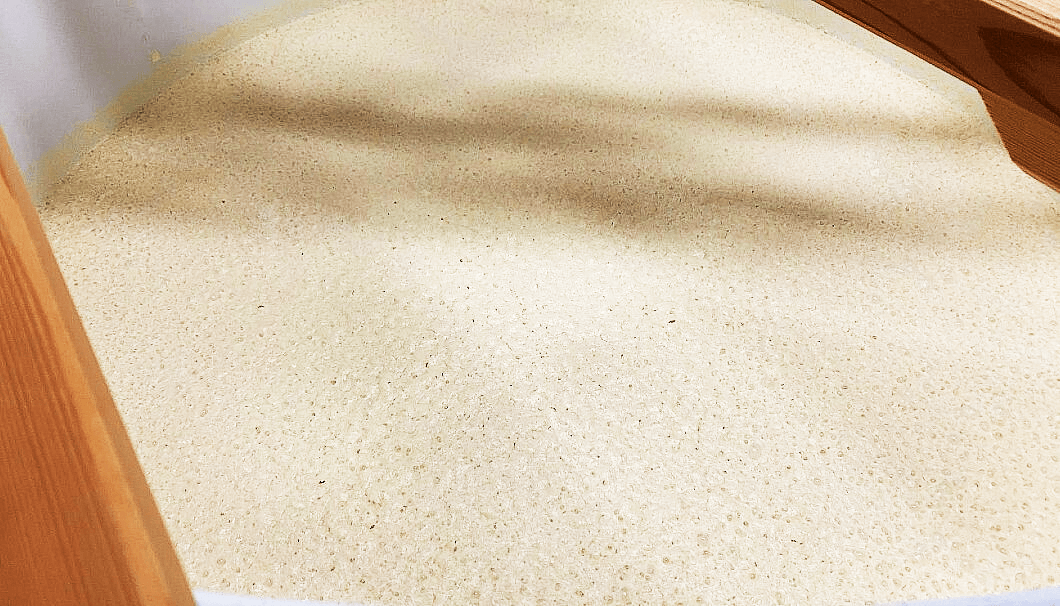
玉泡(醪18日目~)
アルコール度数が15%を超えても、酵母の発酵はまだまだ続きます。表面には泡が細かくなって、膜状になったものが増えてきます。これが「玉泡(たまあわ)」です。炭酸ガスも多く発生して、粘り気をもった大きめの泡ができています。
日本酒度は-10~-5程度でキレは鈍るものの、まだまだ1日でプラス3ずつぐらいで変化し、±0程度まで進んでいきます。
地(醪24日目~)

見た目の派手さはなくなり、静かになった状態を「地(ぢ)」と呼びます。発酵が完全に終わったわけではなく、生き残った酵母が、じわじわとアルコールを生成する最終段階です。泡は櫂入れをするとまだまだ出てきます。
泡のしわが均一になった「チリメン」と呼ばれる状態になると良い感じです。これが「渋皮」と呼ばれる状態になると搾りごろを迎えます。一方で「厚蓋」や「飯蓋」と呼ばれるような米が浮いた状態や上澄み状になると、「上手く行かなかったかな」と肩を落としてしまいます。それでも日本酒の出来は搾ってみるまでわかりません。
醪の末期にタンクの温度を冷やし、酵母の活動を停止させると泡は発生しません。表面に浮いていた泡も次第になくなります。酵母によるアルコール発酵は止まりますが、酵素による糖化はゆっくり進むので「甘戻り」が起きます。せっかく目標の日本酒度に達したとしても、再び日本酒度がマイナス方向に進むので注意が必要です。
最終的にアルコール度数は17.5%、日本酒度+10、しっかり辛口で飲みごたえある日本酒ができあがりました。
醪に泡ができる理由
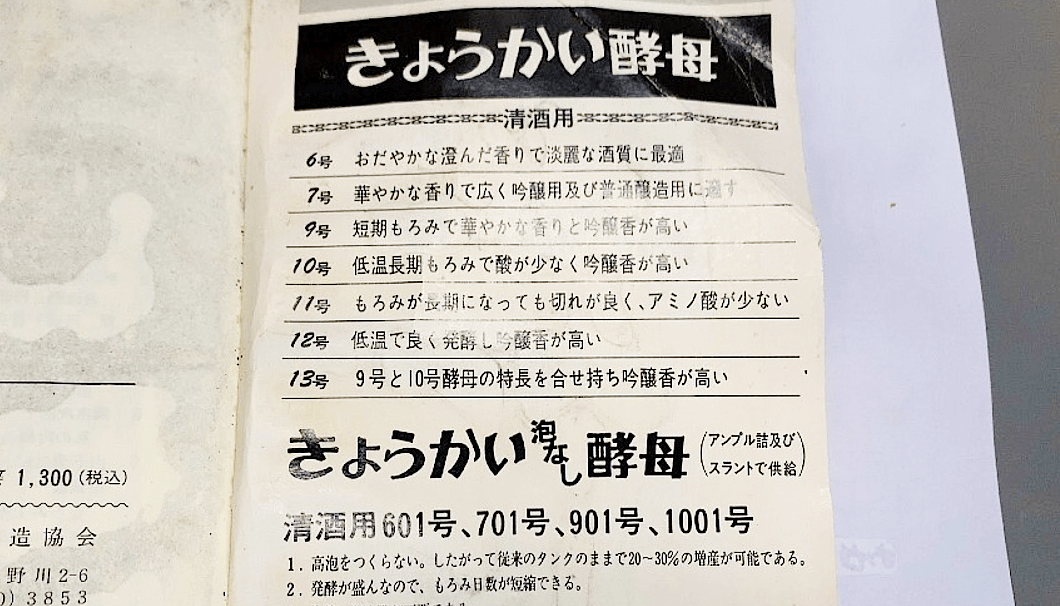
清酒の酵母菌には、「泡あり酵母」と「泡なし酵母」と呼ばれるタイプが存在します。
酵母は本来、泡を多く作るのですが、その中でも泡の発生が少ないものが選抜されて「泡なし酵母」として頒布されています。「701号酵母」は「きょうかい7号酵母」の泡なし化した酵母、「1501号酵母」は、「きょうかい15号酵母」の泡なし化した酵母です。
「泡あり酵母」はAWA1という遺伝子を持ち、酵母の細胞表層には疎水性タンパク質がウニのトゲのように伸びています。このタンパク質は液体に溶けにくいので、酵母が発酵の過程で生み出す炭酸ガスを吸着し、それが泡となります。一方で、「泡なし酵母」と呼ばれる菌株はこのAWA1遺伝子が機能していないため、疎水性タンパク質の一部が欠損し、大きな泡を形成することができません。
細胞表面が疎水性(そすいせい)であることは、酵母にとってはメリットで、固体の表面に付着してコロニーを作り、互いに凝集することで環境の変化に耐え生き延びることができます。タンパク質の細かい粒や炭酸ガスを巻き込みながら泡を形成し、増殖していくのです。
しかし、酒蔵で働く人間にとって、泡はやっかいな面も多いです。高泡を抑え込むための泡消し機や泡笠の用意、道具類やタンクの掃除に労力が割かれます。泡を放置しておくとそこに雑菌が繁殖する可能性も高いですから、バケツにお湯を汲み、きれいな布でゴシゴシと洗い流します。また、泡が出る高さの分を考えて、タンクの中に収まるように仕込み量を調整しなければならないという点も大事です。
そういった理由もあって、現代の酒造りでは、泡なし酵母がよく使われています。泡なし酵母でも泡は出るので、その出方を観察しながら発酵の経過を見ていきます。しかし、泡あり酵母を使い続ける蔵もあり、それがその蔵が造る日本酒の個性になってることもあります。
観察することが、酒造り上達への道
仕込みタンクの泡の状態を見る機会はあまりないかもしれませんが、サイズ、形状、粘りなど、泡の見た目で発酵の進み具合がわかると酒造りへの理解も深まります。泡だけでなく、醪に米感が多いと仕込みはまだ序盤、液体になっていれば終盤ということもわかります。
泡は、その見た目からいろいろな名前が付けられていますが、酒蔵や杜氏によっては、違った呼び方をしているかもしれません。蔵見学した際に、「醪が今どんな状態なのか」「泡をどんなふうに呼んでいるのか」を質問してみるのもよいでしょう。
自分で名付けてみるのももちろんありです。泡の見た目を自分の言葉で表現するのはとても大事なことです。私でいえば「サッカーボール泡」「長泡」「ワニ目泡」など、自由に名前を付けています。泡の見た目とあわせて発酵中のタンクから感じる香りも記録しておくと、自分だけの分析ノートが完成です。勘の鋭い名杜氏と呼ばれる人でも秘密のノートを持っているものです。
搾る直前には消えてなくなる、醪の泡。滓引きや濾過をされるうちに清酒は透明になって、泡があったことすら忘れてしまいますがですが、この泡がないとおいしい日本酒は造れないのです。
(取材・文:リンゴの魔術師/編集:SAKETIMES)