日本酒造りで最も大事な作業は、「麹造り(製麹・せいきく)」と言われています。「一麹、二酛、三造り」は、「酒造りで大事なのは麹が一番だ」ということを表した酒蔵の言葉。麹がよくなければ、おいしいお酒は造れません。
麹は、蒸米に麹菌を繁殖させたものです。麹菌には、米のデンプンをブドウ糖に変える酵素「アミラーゼ」や、タンパク質を分解して酒のうまみに繋げる酵素「プロテアーゼ」が含まれ、酵母が健全に発酵するためのビタミンを供給する役割を担います。また、仕込で使う米重量の約2割を占めるので、麹自体も酒の押し味を生みます。
製麹の作業で大事なのは、麹の原料となる蒸米を理想通りに仕上げることです。酒造技術者として著名な上原浩先生は「一に蒸し、二に蒸し、三に蒸し。四五が無くて、次に麹」という言葉を遺しています。
麹造りの責任者である「麹屋」の仕事は、麹菌が十分に生育して酵素を一定量つくれるように、温度や湿度を調節することがメインです。そのため、麹菌の生育環境である蒸米の質が、麹の出来を大きく左右します。蒸米がちゃんとしてさえいれば、麹は黙っていてもできると言う杜氏さんもいるほどです。
それでは、麹造りに適したよい蒸米とは、どのような蒸米なのでしょうか?そもそも酒造用の米はなぜ炊かずに蒸すのでしょうか?この記事では、現役蔵人である私が今まで習ってきた製麴について振り返ります。
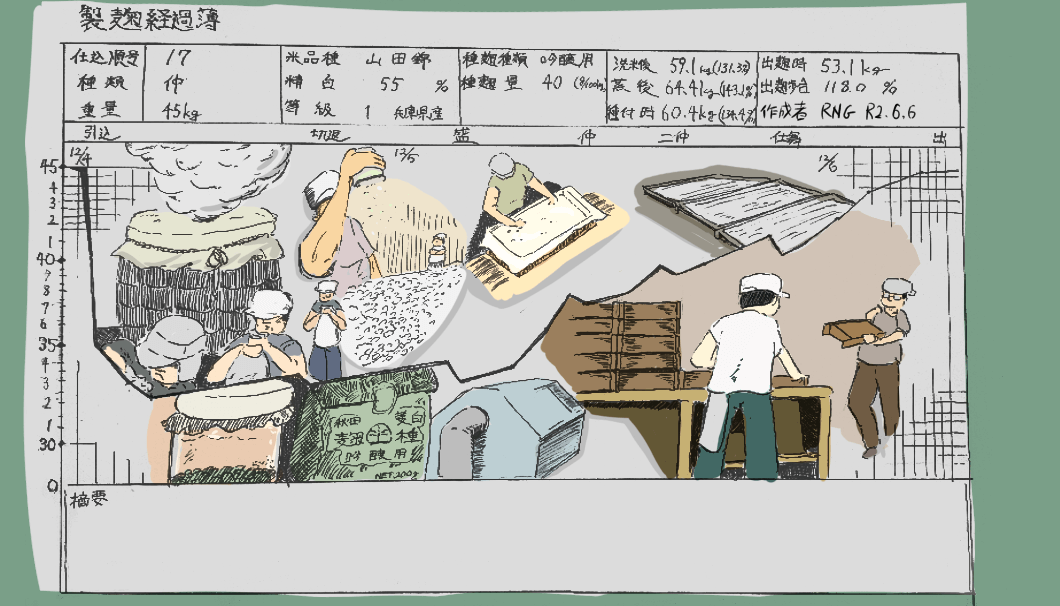
洗米─吸水具合は日によって異なる
 米は前日に洗米をします。ほどよく水を吸わせ、余分な水気を切って、翌朝早くに甑(こしき)に張り込みます。米粒の吸水具合は目で見て判断し、重量から吸水歩合を計算します。
米は前日に洗米をします。ほどよく水を吸わせ、余分な水気を切って、翌朝早くに甑(こしき)に張り込みます。米粒の吸水具合は目で見て判断し、重量から吸水歩合を計算します。
一見乾いているように見える白米にも、数%の水分が吸水されています。白米にもともと含まれている水分が多いと、なかなか新たに水を吸いません。乾いていると水を早く吸う性質があるので、その日の気温や水温と併せて判断します。
だいたい白米1kgに対して29~33%の水分を含ませ、重量が1.29-1.33kgになるように吸水させますが、米の質や目指す酒の性質によって目標数値は異なります。
米粒がどのくらいまで水を吸っているのかを確認するには、カルトンと呼ばれる黒い皿に米を浮かべて、目視で判断します。吸水後の割れていない米粒(整粒)を見ると、水を吸っている部分と吸ってない部分で二層に分かれているのがわかります。
腕のよい杜氏さんは、この目利きが上手です。毎日同じ吸水歩合で合わせること自体は簡単ですが、それだと日によって蒸し上がりが変わってきますし、麹の出来も影響します。また、米の品種や質、割れ具合、保管しておいた場所の気温と湿度、張り込んだ米の量などの要素にも左右されます。
そのため、蒸米の仕上がりを安定させるために、扱う米の品種を少なくしたり、精米歩合を揃えたりするなど、仕込みの工夫をする酒蔵もあります。
初めて扱う品種や産地の米だと、米の特性がわからず出たとこ勝負の部分もあります。ですが、その「出たとこ」が上手いところに収まるのが、杜氏さんの腕のみせどころ。
実際に洗米や蒸しあがった米を食べたり触ったりしながら、その結果をノートにまとめて経験値で補っているのでしょう。洗米の具合を安定させるには、毎回記録を取って、後で見返すのが一番のように思います。
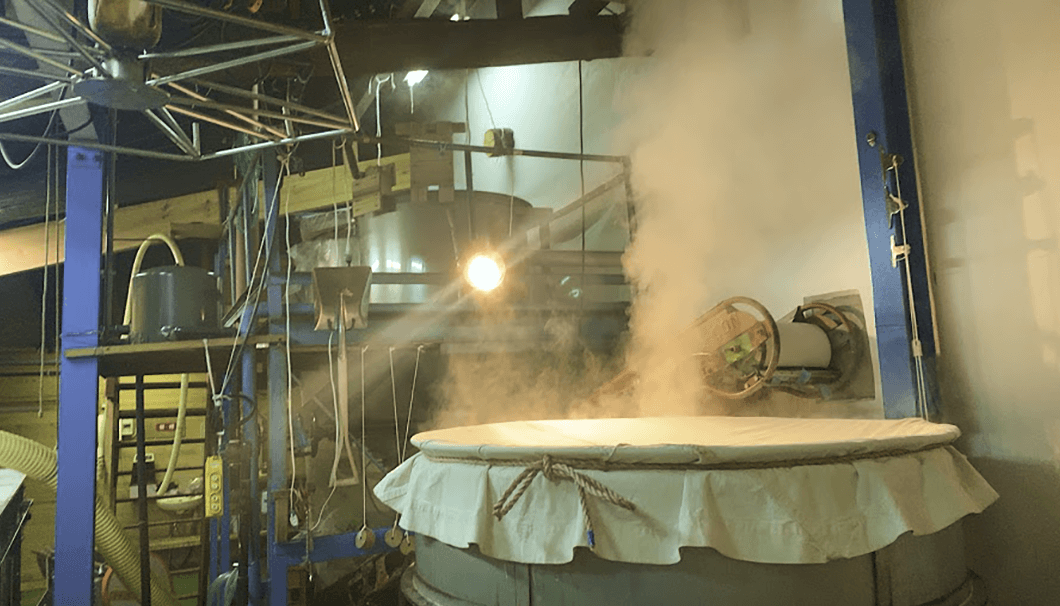
蒸し─「外硬内軟」が理想の蒸米
 洗米を終えた米を甑に張り込んで蒸し始めます。
洗米を終えた米を甑に張り込んで蒸し始めます。
冷たい米に蒸気が触れると、結露して米粒に水滴が付着します。蒸気や釜の中の温度が高くなると、水滴も100℃近くまで温度が上がります。この高温の水滴が米粒に取り込まれながら、米粒の温度も100℃近くまで上がります。
蒸気の温度が100℃を越えると、米粒に水分が取り込まれず、米粒の表面で水分が蒸発していきます。一方で、米粒の中心は水分を含みながら100℃に近くなり、デンプンが軟らかく変性(アルファ化)しはじめます。このようにして、表面が乾いて硬く、中が軟らかい「外硬内軟」の理想の蒸米ができあがります。
蒸気を入れはじめてから15分程度で米のアルファ化は完了するようですが、脂質の分解や窒素分の減少などの効果を見越して、おおよそ50分蒸すのがセオリーです。できあがった蒸米は放冷機を使って温度を下げるか、きれいな床に簾(すだれ)と布を敷いて置き、朝の冷気で冷まします。
蒸米の温度が40℃付近まで下がったら麹室に移します。麹室が十分に広く、乾きやすい環境であれば、熱々のまま引き込んで床(とこ)で冷ますのも可能です。
この時にチェックするのが蒸しの出来です。蒸米をもち状にねった「ひねり餅」を作って、その硬さや弾力、伸び方、手触りなどで蒸し具合を確認します。実際に食べて確認するのが初心者にもわかりやすい方法です。
毎日やっていると蒸米のほぐれ具合や硬さに違いがあることがわかります。手触りは「サバケ」と表現されます。おにぎりを作ると手に米粒がたくさんつきますが、良い蒸米は手にくっつきません。
麹菌にとっても、麹屋にとっても、蒸米のサバケの良さは重要です。ハンドリングの良さと後々の菌糸の生え方にも影響するからです。
種付け─種麹の振り方は杜氏や流派によって違いあり
 蒸米を取り込んで床に広げた後に種つけ(麹菌の散布)を行います。
蒸米を取り込んで床に広げた後に種つけ(麹菌の散布)を行います。
この時に蒸米に含まれる水分量を調整します。よく広げて表面に付いた余計な水分を飛ばし、蒸米の重量を見ながら米に含まれる水分量や水分率を計算します。
甑内の吸水は10%前後のため、引き込んですぐの蒸米は139-142%くらいの吸水具合になっています。これを再び132%-135%くらいになるまで乾かしてから、種つけをするところが多いです。水分が多すぎても少なすぎても、上手に破精(はぜ)ません。
水分が多いと作業性が悪くなります。製麹室内や製麹機内は水分も多く湿気った環境が続くと雑菌汚染の恐れもあります。麹も菌が中心部に入り込めていない塗り破精や、菌が入り込みすぎて柔らかくなったバカ破精になりがちです。
水分が少なくて生蒸(なまむし)も見えているような状態は、我慢の連続でしょう。特に2日目は長丁場になることもありますが、無理に温度を上げて破精を含ませようとしても出麹時の香りがあまり良くないこともあります。乾き気味の対策なら、蒸米をビニールで包むのが良いです。蒸した後は水を吸わせるより保湿に努めます。できるだけ蒸しで水分を十分吸わせて、床に広げた時にしっかり乾かすくらいの気持ちで臨みます。
蒸米温度が32℃前後になったら種付けを行います。
蒸米を目一杯広げて、種麹の胞子が米粒すべてにつくように振りかけます。ビーカーなどに種麹を入れ、キュプラ生地(スーツの裏地・ベンベルグ)でフタをして輪ゴムで閉じて斜め上に向けて振るというのが、私が杜氏さんに教えてもらったやり方です。
種麹の振り方は流派や流儀があり、杜氏さんや蔵人によって違いがあります。麹室の電気を消して胞子が落ちるのを確認しながら、布をデコピンするように胞子を飛ばすなど、それぞれのやり方や個性が光る部分です。
放冷機で種麹を振る場合もあります。この時に使うモヤシ缶という種振り用の道具がありましたが、最近では製造していないようです。
そのため、タッパーのフタを切り抜いて台所ネットを挟み込むモヤシタッパーを自作したり、試験用ふるいを活用しています。また、玄米に種麹をまとわせた粒タイプではなく、粉状のモヤシをふる蔵もありますし、霧吹きを使ってまんべんなく撒く方法も考案されています。いずれの方法でも、すべての米粒に種麹が行き渡るように振るのがポイントです。
床もみ─雑菌の汚染に注意
 種振りが終わったら床もみです。種麹を撒いた蒸米を混ぜながら温度と湿度を調整し、米粒に種麹を行き渡らせるのが目的です。
種振りが終わったら床もみです。種麹を撒いた蒸米を混ぜながら温度と湿度を調整し、米粒に種麹を行き渡らせるのが目的です。
ここで注意したいのは雑菌汚染です。蒸した後の米は無菌ですが、麹室に入れた時点から菌が場所取りを始めます。米にコウジカビが根付いて増殖できるとしっかりとした麹になりますが、その前に納豆菌や野生酵母、乳酸菌などの他の菌が繁殖するとコウジカビが負ける場合もあります。
麹室や布類を清潔に保つのはもちろんですが、なにより人間がキレイでいることが一番の対策になります。汚い手で作業すると手や爪についた汚れを移してしまうので、しっかり手を洗うのは当たり前。さらに予防策として、酒造りの期間は納豆を食べない。麹室の中で着る服は専用のものに取り替える。手袋をするなどの工夫が大事です。
製麹の実質スタートはこの時点なので、製麹時間を出麹で操作できない場合は、種付けと床もみを遅らせるというのも手です。短時間製麹ができますが、環境が悪いと雑菌汚染が進むのみなので、注意が必要です。
床もみが終わったら、麹米を集めて山積みにして布で包みます。この段階では保温と保湿が大事なのでビニールや毛布などでしっかりくるみます。保温しながら湿気を追い出せるゴアテックスの包み布を使う場合もあります。

その日の夕方、切り返しを行います。一度山を崩し、麹米を混ぜて温度を均一にしながら麹菌に酸素を与えます。これをしない造り方もありますが、やっておくと翌日の作業が少し楽になります。
盛り─品温を下げないようにキープ
2日目の要点は温度の上げ方です。昨日包んだ山を崩し、切り返し機などを使って麹蓋や麹箱、天幕などに盛っていく「盛り」の工程です。この時点の品温が後の温度経過に影響を与えます。できるだけ早く盛り作業を済ませて品温低下は避けたいところです。
箱麹を使って吟醸系の麹を造る場合や立ち上がりの悪い種麹を使う場合は、できるだけ30℃を下回らずに温度を上げたいのですが、箱の空隙から冷気を抱き込んで温度が上がりにくくなる場合があります。そこで、10kgを盛る箱に20kgを盛ってしまって、仲仕事で1/2ずつにするという手が有効です。この箱を積み重ねることで熱効率はとても上がります。
ヴィサーや天幕に盛る時は温度計に頼りすぎないということが大事です。温度計はデジタルで数値が出るのでわかりやすいですが、あくまでも特定のポイントの温度を計る機械と捉え、実際は場所によって温度が違うと認識しましょう。
上がり目がついていて米の温度が0.1℃ずつでも上がっていればひとまず大丈夫です。あまり上がり目が付かなくても慌ててはいけません。じっと待っていれば徐々に上がります。しかし本当に上がらない麹もあります。そんな時は早めに手を打たないと次の工程に進まないので対策をしましょう。品温が下がっていないことを確認して、36℃まではそのまま保ちます。
仲仕事─酸素に触れさせて麹菌を活性
仲仕事は36℃前後で行います。ここまでの到達時間を長く取るようにすると、酸性プロテアーゼが多く生成されやすいので含み味の強い酒ができやすいといわれています。
仲仕事の役割は、品温の均一化と麹菌への酸素供給なので、よく混ぜると品温は下がりますが麹菌の活性は上がるように感じます。品温がなかなかあがらない時は、空気を入れるように混ぜると元気になる場合もあります。

ここから仕舞仕事までは温度をスムーズに上げるとすっきりした酒質に、何度か手を入れながらじわじわ上げると含み味のある酒質になりやすいです。
仕舞仕事─水分を飛ばして完成間近
仕舞仕事は39℃前後で、麹を乾燥させるように広げます。
表面積を増やして水分蒸発量を増やしますが、同時に気化熱で温度が奪われるので品温も下がりやすいです。外気を取り入れるため通気孔も開けますが、冬場の冷え込みには注意です。
あとは品温を確認しながら通気と水分調整をしていきます。40℃、42℃、最高温度を通過した時間を記録しておき、出麹時間のタイミングをはかるのに使います。
このくらいになると時刻は23時近くになることもあります。大吟醸用の麹を造る際は、夜中に何度も起きて温度を見たり蓋を並び替えたりします。翌朝も早いので眠い日が続きます。
出麹─麹の用途に合わせて総時間を調整
前日の指定温度通過時間と麹の様子で出麹のタイミングを検討します。酛麹や添麹などアミラーゼの活性が欲しい麹は、しばらく置いて最高温度から12時間程度、留麹などすっきりさせたい場合は最高温度から9時間程度が出しごろです。
総製麹時間は、長い場合だと50時間を越えるようです。酛麹48時間、添麹46時間、仲留麹44時間程度を基準にしてみるのが考えやすいです。出麹のタイミングは香りと味で決めます。栗香が十分でグルコースの甘みを感じるタイミングで、麹の完成です。

枯らし作業─完成したら湿気に注意
出麹後は枯らし作業です。
乾燥状態の麹は結露しやすいので、できるだけ再吸湿しないような環境に置きましょう。湿っていると出麹後の汚染も十分ありえます。前室(まえむろ)や品温をすぐ下げられるようなブロアーなどがあると便利です。
冷凍する場合は、できるだけ冷ましてから平たく小分けにするのが望ましいです。しっかり中まで冷凍しないと塊の中心部が変質する可能性もあります。
出麹後の翌朝、水麹をたてる時から麹は約30日掛けて掛米を溶かし、酵母に糖やビタミンを供給します。金魚の目玉と呼ばれる突き破精を目指したり、ふっくら味のある総破精を目指したり、酒質を考えて造りたいところです。
理想の麹ができたかどうかは、醪の具合や杜氏さんに聞くのが一番ですが、自分で醪を見るのも大事です。製麹は一日中忙しい役職ですが、合間に経過簿と醪を見るとよいでしょう。蔵人になったばかりの方に参考になれば幸いです。
(文/リンゴの魔術師)


