
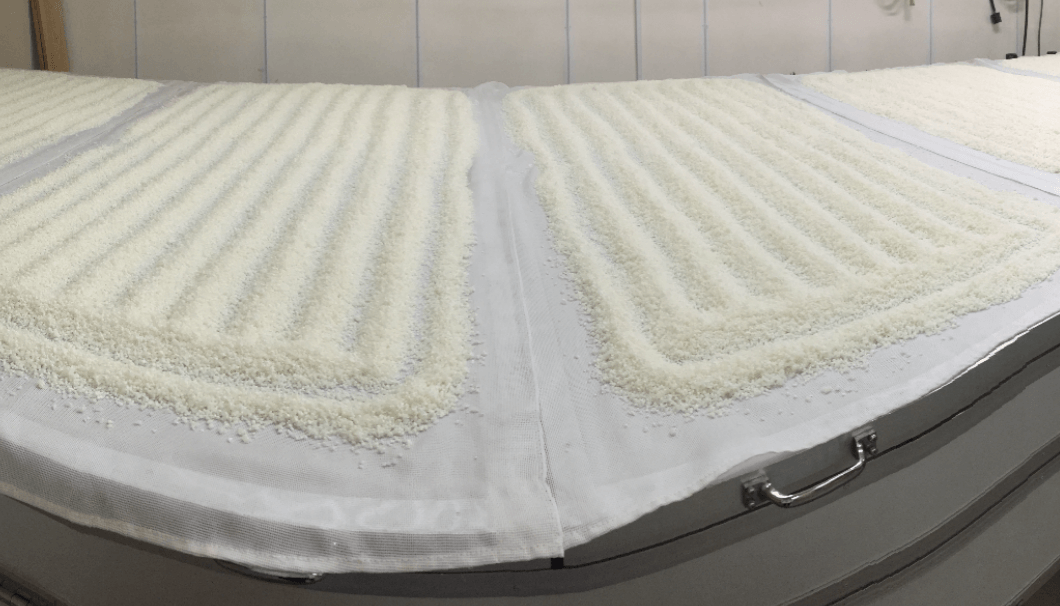
日本酒造りに欠かせない米麹は、蒸した米に麹菌を繁殖させたもの。日本酒だけでなく、味噌や醤油、漬物、甘酒などの発酵食品の製造に使われています。スーパーマーケットでも売られているので、目にしたことがある方も多いのではないでしょうか。
ぶどうなどの果物を放っておくと、発酵が進んでアルコールができますが、日本酒の原料・米では同じようにはなりません。米からアルコールを発生させるためには、麹の力が必要です。今回は酒造りの基礎である、麹について勉強してみましょう。
日本酒造りに欠かせない麹の働きとは

蒸米にはデンプンが含まれていますが、甘いものが大好きな酵母はデンプンをそのまま食べることができません。酵母がブドウ糖を食べてアルコールを生み出すという仕事を全うできるように、デンプンをブドウ糖に変えるのが麹の役割です。
麹が作り出す二大酵素、αアミラーゼとグルコアミラーゼ。αアミラーゼは長い鎖状のデンプンを小さく分断し、グルコアミラーゼがそれをさらに細かくしていきます。これらの働きで、デンプンをマルトースとグルコースに分解することができたら、酵母はそれらを食べながら、アルコールや香気成分を発生させていくのです。
このように、麹は酵母を助ける働きをもっていますが、麹自身も日本酒の味わいに大きな影響を与えます。
麹にはタンパク質を分解する酵素・ペプチダーゼ類が豊富に含まれ、そのおかげでアミノ酸が生成されます。日本酒の複雑な味わいや旨味・コクを生み出すのは、アラニンやロイシン、グアニン、グルタミン酸などのアミノ酸。米由来の旨味も相まって、料理と相性の良い日本酒特有の味わいを生み出しています。
中国大陸から伝来した麹
時はメソポタミア時代。麦芽を使ったビールが造られはじめ、インドや中国、東南アジアにもその技術が伝来します。しかし、東南アジアには麦が育ちにくかったため、稲芽を使って米の酒を造る技術が生まれました。そのなかで、カビが繁殖した米のほうが、よりアルコール度数の高い酒ができることががわかってきたのです。こうした、稲芽にカビを繁殖させる技術は「麹蘖(もやし)」と呼ばれ、中国大陸で成立します。
中国大陸から日本へ伝わったのは縄文晩期か、もしくは稲作が伝わってきた弥生時代。麹蘖を炊いた白米に入れてカビを増やす製造方法が誕生したのもこの時代と言われています。
やがて中国の漢時代に、米や麦などの穀類を粉末にし水を加えて練ったものにクモノスカビを繁殖させた「蘖(げつ)」が日本へ伝来します。これは「餅麹」とも呼ばれ、麹蘖法よりも高い糖化力がありました。しかし、日本は麦の栽培に向かない地域で、かつ湿潤な気候のため、餅麹を造るのには不向きだったようです。
そこで着目したのが、米に生えたカビ。米が一粒ずつバラけるので「散麹(ばらこうじ)」と呼ばれていました。これは麹菌の一種「アスペルギルス・オリゼー」が繁殖したものです。麹菌の糖化力が強く、米に繁殖しやすかったので、日本ではこれが主流になり、現在に至っています。

古代の酒造りといえば「口噛酒(くちかみざけ)」を思い浮かべる人も多いでしょう。これは、米を口の中で咀嚼することで唾液中のアミラーゼがデンプンからブドウ糖を生成し酵母がアルコールを造るという仕組みです。しかし、デンプンを糖に変える力を人力でまかなおうとすると、お酒をたくさん造るためには多くの人手が必要でした。散麹を使うことで、糖化がより進みアルコールのしっかりと出たお酒ができることがわかり、麹造りが注目されるようになります。
ちなみに「こうじ」という言葉は、カムタチ→カムチ→カウジ→コウジと変化したのだそう。「カム」という音は「噛む」に由来するようです。
米騒動ならぬ「文安の"麹"騒動」
「種麹」とは、米麹を造るために使用される麹菌の胞子のこと。形状は、胞子が付着した米をそのまま乾燥させた粒状と、胞子のみを回収した粉状のものがあります。日本酒造りに使われる種麹は、玄米にアスペルギルス・オリゼーの胞子を着生させたものが一般的です。
鎌倉時代から室町時代にかけて、種麹の純粋培養という考えが確立され、種麹づくりは産業として発達していきます。具体的な年代は不明ですが、米麹や種麹を造る際にアスペルギルス・オリゼーのみを生かすため、木灰を使っていたのだとか。木灰のアルカリ選択性を巧みに利用した方法と言えるでしょう。
「文安の麹騒動」は室町時代に起こった、麹造りにまつわる事件です。
そのころの麹造りは、幕府や北野天満宮といった公的機関を背景に、麹の専売権を得た「麹座」という専門集団が仕切っていました。これに不平等を感じたのは、杜氏の酒蔵と僧房酒を造っていた延暦寺。自前で麹が造れないとなると、お酒を自由に造ることもできません。しかし麹の専売に反発すると、幕府が差し向けた兵に麹室を破壊されてしまうことも。
両者の対立はエスカレートし、京都を巻き込んだ大騒動にまで発展。結局、室町幕府の衰退とともに専売権の効力が次第に失われ、今では麹造りの工程が酒蔵の中で行われるようになったのです。
"良い麹造り"とは?
造り方に違いはあれど、"良い麹造り"の定義はほとんど決まっています。

まずは雑菌汚染がないこと。できるかぎり、アスペルギルス・オリゼーのみを繁殖させるように管理をするのです。麹は醪に直接投入されるので、お酒の味に影響するのは当然と言えるかもしれません。数十日間におよぶ培養期間の中でも雑菌が繁殖しない清潔さが求められます。「道具は衛生的に、人間もキレイに」というのは当たり前。手洗いの励行や清潔な白衣の管理、米粒ひとつ落とさない清掃や熱湯殺菌などは蔵人がもっとも気を遣うポイントです。ロボット掃除機やオゾン殺菌、病院用衛生洗濯機を導入するなど、蔵の創意工夫が垣間見える部分でもあります。

酵素がほどよく出ていることも、良い麹の条件です。これには、米に含まれている水分やその周囲の水分、温度、米粒ひとつあたりに付いた胞子の量など、さまざまな要素が絡んでいます。求める酒質によっても、その造り方は変わるでしょう。大吟醸酒から普通酒まで、同じ麹を使うわけにはいきません。きれいなお酒にするか、コクを出すか、お酒の取得量を上げるか......など、目指す方向によって、"良い麹"の考え方が変わるのです。
麹造りの仕事は温度管理がメイン。温度を上げたり下げたり、数時間後に目指す設定温度を実現するために、麹室の状況をみながら調節をするわけです。数百キロを越える量の麹は生物の塊。いつも希望に沿ってくれることはなく、ガンガン温度が上がったり、急に下がったり。
初日にホカホカと蒸された米を32℃まで下げて種麹を撒き、夕方まで温度をキープして全体をかき混ぜます。2日目の朝にもう一度かき混ぜ、麹の温度は33℃くらいに。さらにかき混ぜて、少々温度が下がって約31℃。ここから温度を上げて、36℃を目指していきます。かき混ぜながら水分を飛ばし、39℃に向かっていきますが、ここでじっくりと造るか、それとも手短に造るかが味の肝になるようです。
39℃を超えたらもう一度かき混ぜ、42℃を目指します。温度が下がらないように、注意しなければなりません。上がりすぎても良くないので、乾湿や通風に気を付けながら3日目の出麹を目指します。ここも判断が難しく、麹が目的の仕上がりになっているかを見た目や触感、味、香りで判断するのです。もちろん、その間もずっと雑菌との闘い。30~40℃の環境は、雑菌も大好きですからね。
常夏の製麹室
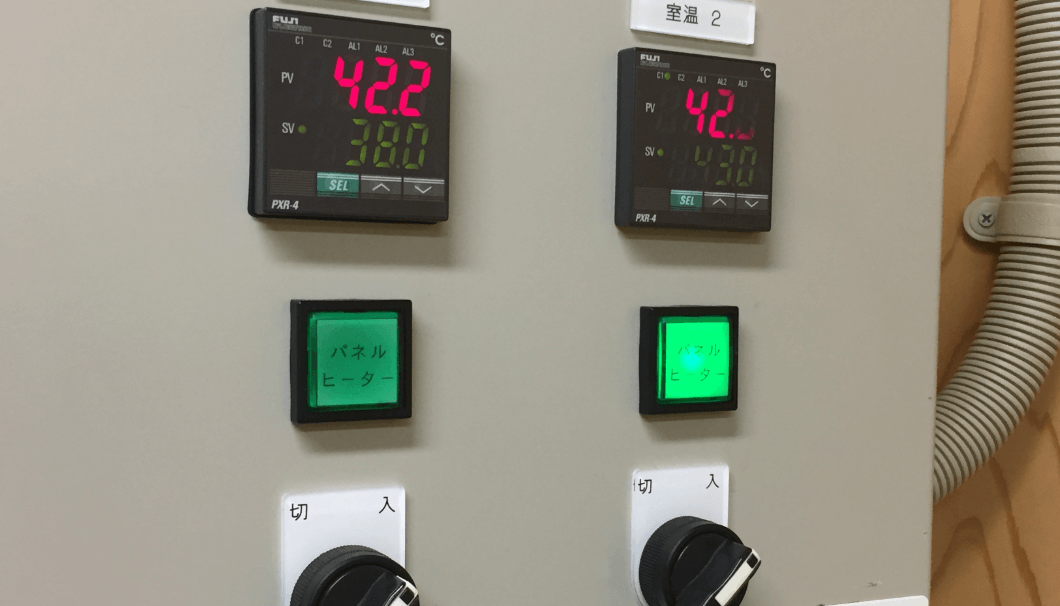
とても寒がりな麹菌は、30℃以下ではなかなか増殖しません。なので、麹室の中が30℃を下回ることはなく、常夏です。本醸造酒や純米酒などの麹造りは、35℃前後でしょう。繁殖の程度が弱い場合や吟醸造りでは、室温が40℃を超えることも。
麹菌は気まぐれで、一度元気になると温度がぐんぐんと上がっていきます。そうなると、温度を下げるために外気を入れ、水分を抜いて気化熱の放出を促進します。私の経験では、昨年に52℃を記録したことがありました。良い麹が完成したものの、室内で布をたたんだり、掃除をしたりしなければならないのは、とてもたいへんです。
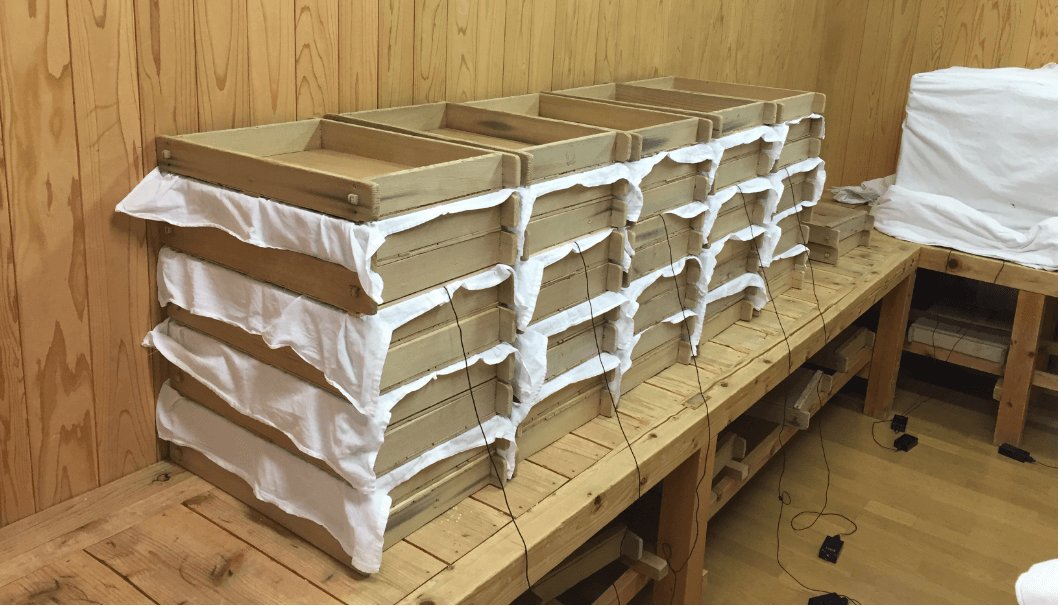
麹室の材質や広さ、通風性にもよりますが、麹の乾燥具合や菌の生え方など、経過を見ながら0.1℃単位で一日中温度を調整します。室温の調整だけでは追いつかない細かい温度管理は、麹にかける布の枚数やヒーター、電気毛布などを使うこともあります。
麹師は酒造りの花形?
「一麹、二酛、三造り」と言われるように、麹は昔から酒造りの要と言われていますが、実際は高温の部屋で米をいじりながら掃除・洗濯をし、赤子のように言うことを聞かない麹をあやす毎日です。
麹師は、"杜氏の右腕"と言われることもあります。かつて、杜氏が全国をまわるときは、信頼できる麹師と酛師を連れて行ったのだそう。一方、麹師は生き物を相手にするスタミナ勝負でもあるので、"もっともたいへんな仕事"と評されることも多いです。
私は麹担当として、今年で5年目の造りを迎えます。やっと仕事に慣れ、思うような麹を造れるようになってきました。とはいえ100点にはほど遠く、やっと歩けるようになった子どものようなもの。麹造りの奥深さ、おもしろさを感じる毎日です。
(文/リンゴの魔術師)