連載「編集長レポート」では、SAKETIMESの編集長を務める小池がいま注目している新しい取り組みを取材し、日本酒の未来について考えます。
第5回のテーマは「精米歩合」です。
飲食店や酒販店で日本酒を選ぶ時に、「純米酒」「吟醸酒」「純米大吟醸酒」などと書かれたラベルの表示を基準にしている方は多いと思います。これらの表示は「特定名称」と呼ばれ、ある一定の条件を満たす日本酒に付けられる名称ですが、その条件のひとつが「精米歩合」です。
これまで、日本酒の世界では、「原料となる米を削れば削るほど、雑味がなくすっきりとした味になる」と言われてきました。しかし、その定説を変える技術が登場しました。それが、精米機メーカーの株式会社サタケが開発した「真吟(しんぎん)精米」とよばれる最新の精米技術です。
酒造りの常識をアップデートするこの精米技術について、株式会社サタケの新山伸昭さんに話をお伺いしました。
株式会社サタケ 新山伸昭さん
米の形のまま、酒米を削る技術
株式会社サタケは、1896年に広島県東広島市で創業した、食品に関するさまざまな機械を製造する会社です。日本初の動力式精米機を開発し、その後も、現在の精米のスタンダードとなる竪型式精米機を考案するなど、常に業界をリードし続ける精米機のトップメーカーでもあります。
日本初の動力式精米機
そもそも、酒造りの工程において、精米はどのような役割を担っているのでしょうか。
「日本酒の原料として使用される酒米の外側には、雑味の原因になるタンパク質が多く含まれています。このタンパク質を除去するのが、精米の役割です。一般的には、削れば削るほど、すっきりとした味わいになります」(新山さん)
精米歩合は、米をどのくらい削っているかを示す指標です。たとえば、「精米歩合70%」は、米の外側を30%削り、残った部分が70%という意味になります。特定名称のルールでは、精米歩合60%以下を「吟醸酒」「純米吟醸酒」、精米歩合50%以下を「大吟醸酒」「純米大吟醸酒」としています。

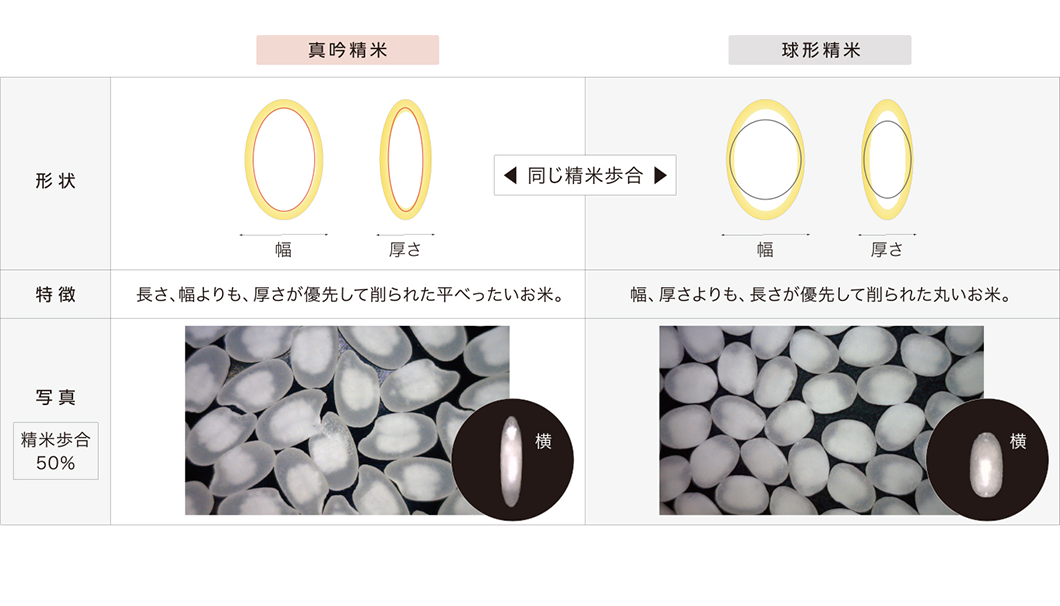
日本酒の雑味のもととなるタンパク質は、玄米の表面部分に偏っています。しかし、従来の精米方法(球形精米)では、玄米の幅や厚さよりも長さの方向を重視して削るため、削れば削るほど、米粒が丸くなります。そのため、特に厚さの方向のタンパク質を充分に取り除くことが難しく、逆に必要な成分(でんぷん)を削りすぎていました。
そこで、サタケは、さらに効率が良く品質の高い精米を目指して、新しい技術「扁平精米(へんぺいせいまい)」を開発し、2018年に実用化しました。
「従来の球形精米では、米粒を丸く削っていくのに対して、扁平精米は、ラグビーボールのような玄米の形に沿って楕円形を維持したまま削っていきます。近年、この扁平精米を『真吟精米』と新たに命名しました」(新山さん)
真吟精米は、玄米の幅や長さよりも厚さの方向を重視して削るため、削れば削るほど、米粒は平らになります。従来の球形精米では不十分だった、厚さの方向のタンパク質を除去できるようになり、必要な成分の削りすぎを抑えることができるようになったのです。
この新しい精米技術のおかげで、従来の球形精米ほど磨かなくてもタンパク質を取り除くことができ、きれいですっきりとした酒質を実現できるようになりました。具体的には、球形精米における精米歩合40%に相当する香りや味わいを、扁平精米では精米歩合60%で実現できるのだとか。
「真吟精米」が生み出す新たな酒質
実際、真吟精米を導入した酒蔵からは「精米の形状が変わるだけで、味がこんなに変わるとは思っていなかった」などと驚きの声が集まっています。
福島県浪江町の鈴木酒造店も、真吟精米を導入している酒蔵のひとつ。東日本大震災の影響で酒蔵が流失し、山形県の酒蔵で酒造りをしていましたが、2021年に浪江町に戻り、地元での醸造を再開しました。
当時の浪江町では、風評被害による影響で、地元の農家が育てた米を地元の共同精米施設が受け入れていないという事態が続いていました。鈴木酒造店の代表・鈴木大介さんは、この状況を打破するために、浪江町の米を使って酒造りをすることにこだわっています。
しかし、東日本大震災の後、浪江町の農家は食用米しか育てていませんでした。酒米ではなく食用米を使った日本酒造りは、事例はありますが、難易度が高いとされています。
そこで、鈴木さんは真吟精米の導入を決めました。真吟精米であれば、食用米でも酒米に匹敵する美味しい日本酒を造ることができるのです。真吟精米という新しい技術があったからこそ、鈴木酒造店は、地元・浪江町の米を使って酒造りをするという願いを叶えることができました。

福島県浪江町にある鈴木酒造店の鈴木大介さん
また、球形精米の精米歩合40%と真吟精米の精米歩合60%を比較した際に、精米後の成分量が同じだった場合でも、最終的な香りや味わいには違いが出るそうで、新しい酒質の表現にも期待が高まります。他の酒蔵からの報告によると、真吟精米の日本酒の中には、これまでの日本酒にはあまり見られないマスカットのような香りが出たものもあったそうです。
加えて、同じ精米歩合で比較した場合、真吟精米の米で造った日本酒は劣化しにくい(老ねにくい)というデータもあるようで、長期保存や海外輸出時の品質維持の面でも、良い影響を与えてくれそうです。
真吟精米による日本酒の特性は、現在も酒蔵からのフィードバックをもとに研究を進めているそうですが、導入事例が増えていけば、さらに新しいメリットが報告されるかもしれません。
「令和」にふさわしい価値基準の必要性
「原料となる米を削れば削るほど、雑味がなくすっきりとした日本酒になる」という考えのもと、米をたくさん削った日本酒が多く生まれ、近年では、精米歩合が一桁の日本酒も登場しています。2018年に発売された精米歩合1%の「光明」(楯の川酒造/山形県)や、精米歩合0.85%の「零響 -Absolute 0-」(新澤醸造店/宮城県)は、精米歩合という価値基準における究極系と言えるでしょう。
その一方で、精米歩合が90%前後の「純米90 香取」(寺田本家/千葉県)や「新政 涅槃龜(にるがめ)」(新政酒造/秋田県)など、あえて米を削らない日本酒も多く登場しています。また、消費者に先入観なく日本酒を楽しんでほしいという思いから、精米歩合をあえて記載しない商品も出てきています。
酒造りの世界では、精米歩合に対してさまざま解釈のもと、新たなチャレンジが始まっているのです。

これまでの日本酒の価値基準となっていた「特定名称」は、主に「精米歩合」と「醸造アルコールの添加有無」による分類でした。しかし、新しい精米技術「真吟精米」の登場により、精米歩合を軸にした価値基準は揺らいでいくのかもしれません。真吟精米を導入すれば、理論的には、純米吟醸酒に相当する精米歩合で純米大吟醸酒に匹敵する酒質の日本酒を造ることができるためです。
今後、この真吟精米の普及によって、米をたくさん削らなくてもすっきりとした味わいの日本酒が造れるようになり、従来の特定名称の基準に当てはまらない日本酒を目にする機会が増えていくことでしょう。サタケでは、真吟精米の技術で造られた日本酒を「真吟酒」と名付け、さらなる普及を進めています。
日本酒を選ぶ価値基準は、社会の流れや需要に合わせて変化していくものです。昭和の「級別制度」、平成の「特定名称」に続く、令和の新しい価値基準が生まれる瞬間は、そう遠くないかもしれません。
(取材・文:SAKETIMES編集長 小池潤)