日本酒造りには欠かせない仕込み桶。現在ではステンレス製が普及し、木桶が使われることは少なくなっていますが、かつて木桶は酒造りの大事な道具でした。
一般的に、木桶の寿命は100~150年ほど。 酒蔵では新しい木桶で日本酒を造りますが、日本酒は水分が多く塩分もないため、日本酒用の木桶は約30年で寿命を迎えます。そのあとは醤油蔵で使われ、そこでも寿命を迎えると、味噌蔵や漬物蔵で使われ続けます。江戸時代中期には、酒蔵で働く職人が日本酒造りから醤油造りへ鞍替えすることもあったようです。
木桶に住み着き、酒を発酵させた微生物が醤油蔵に流れて、またそこで働く。微生物も人も、同じように移り変わりながら発酵の営みは続いてきました。今回は、日本の発酵文化を担ってきた日本酒と醤油の関係を、醸造技術と歴史の観点から紐解きます。
日本酒造りにはない、大豆の油分処理

醤油の製造方法について、大阪府堺市にある醤油醸造メーカー・大醤株式会社にお話をうかがいました。まずは日本酒と醤油の原料を比べてみましょう。
日本酒の原料は、米・米麹・水。もう少し細かく言えば、種麹や醸造アルコール、乳酸なども挙げられます。
一方、醤油の原料は、大豆・小麦・醤油麹(大豆と小麦)・塩水です。場合によっては、醸造アルコールやアミノ酸などの調味料も使用されます。
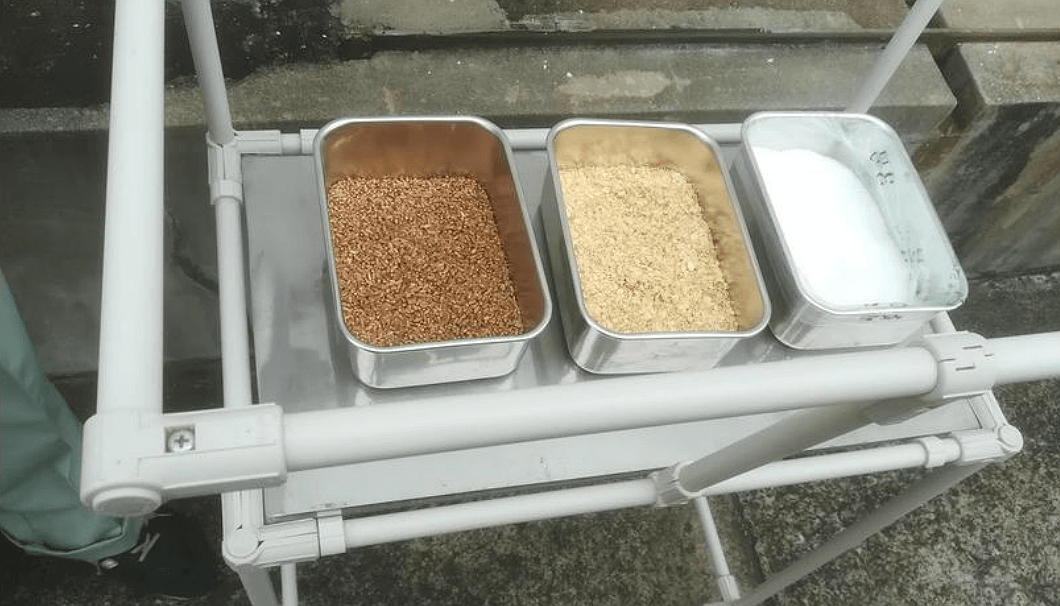
醤油の原料に使われる大豆には、「丸大豆」と「脱脂加工大豆」の2種類があります。丸大豆は、読んで字の如く、丸のままの大豆のこと。脱脂加工大豆は、大豆から油分を取り除いたものです。油分の有無は、日本酒の原料である米との大きな違いですね。
丸大豆でつくった醤油を搾ると油が浮いてくるので、この段階で分離させます。丸大豆と脱脂加工大豆は、油を後から搾るか初めに搾るかの違いですが、できあがった醤油の味わいにはそれぞれ違いがあり、優劣はありません。
「昔ながらの製法だからおいしい」とは限らないのです。これは、酒造りにも共通する認識です。
日本酒は縦に、醤油は横に
次に、醤油の麹造りです。日本酒の場合、蒸米に麹菌をふりかけて培養することで米麹をつくります。
一方、醤油の場合は、蒸した大豆と炒って砕いた小麦を混ぜたものに、麹菌を加えて培養します。米麹が白色なのに比べて、醤油麹は薄茶色なので一目瞭然です。
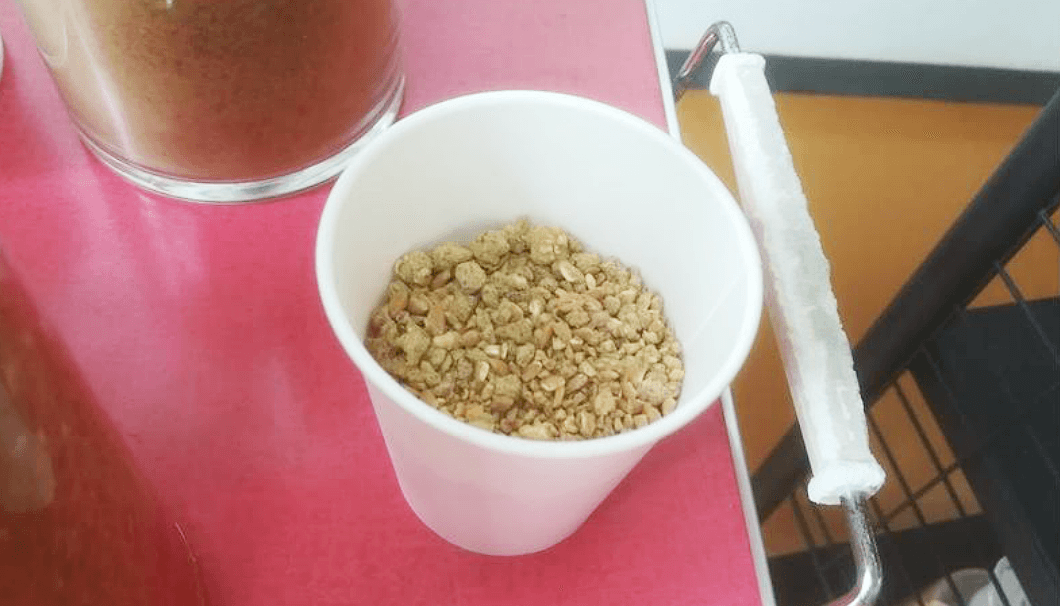
醤油麹
醤油に使用される麹菌は「Aspergillus sojae(アスペルギルス ソーヤ)」に分類され、日本酒に使用される麹菌「Aspergillus oryzae(アスペルギルス オリゼー)」とは区別されます。
一般的に麹菌が繁殖すると緑色に変色しますが、米麹は真っ白です。この違いはなぜでしょうか。
日本酒造りに使用される種麹は、醤油麹のようにもともとは緑色。色の違いが表れるのは、用途の違いによって、麹菌の成育をコントロールしているからです。
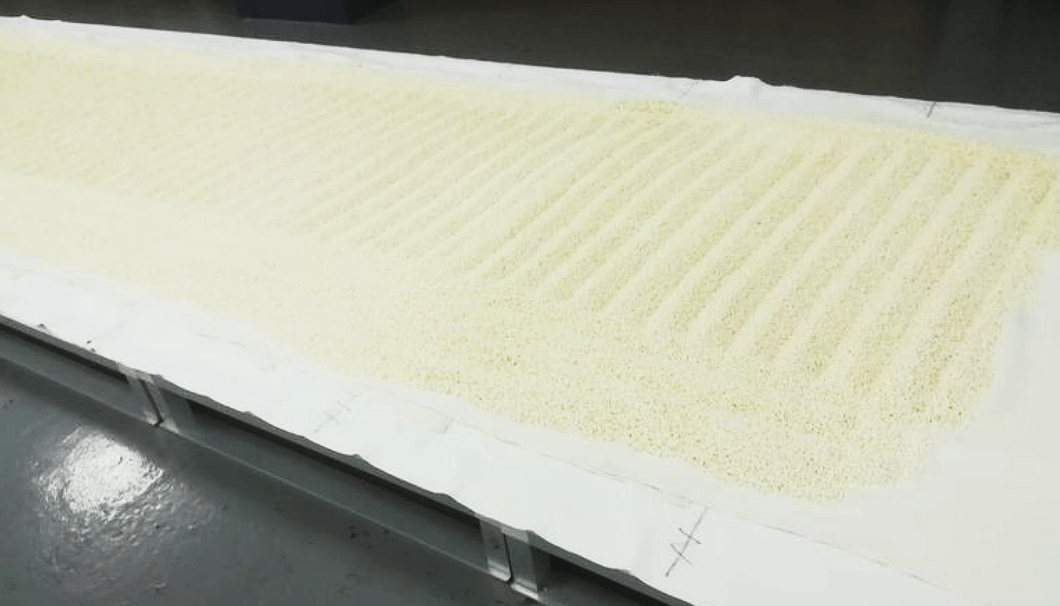
米麹
醤油麹の原料である小麦は、細かく砕いてから炒ります。これは、麹菌が付着する表面積を増やし、酵素の作用をより受けやすくするため。それに対し、米麹は「破精(はぜ)」具合が重視されます。
破精とは、麹菌の胞子が発芽・繁殖して、菌糸が白く見えるようになった状態のこと。その中でも、米の中心に向かって奥まで菌糸が伸びている状態を「突き破精」と呼び、強い糖化力と適度なタンパク質分解力を持つ麹になります。特に吟醸酒においては、上品な酒質が求められるため、突き破精の具合がとても重要です。
また、醤油の麹室は湿度が90%になるように設定し、麹菌が発育しやすい高い湿度で48時間製麹します。一方、日本酒の麹室は湿度を時間帯によって変え、手入れや麹蓋の積み替えによって米麹の表面を乾燥させます。すると、麹菌は乾いた米の表面から、水分を求めて米の中心部へ突き進むように菌糸を伸ばしていくのです。
このように湿度を調整することで、醤油麹は菌糸が横に、米麹は縦に進んでいくようにコントロールしています。その結果、色の違いが表れるのです。
大きな違いは「熟成」にあり
醤油の仕込みでは、製麹を終えた醤油麹に食塩水を混ぜ、発酵と熟成を進めます。ここで混ぜ合わせたものが「醪」です。食塩水を加えることで麹菌の繁殖が止まり、麹菌のつくりだした酵素が働き始めます。
酵素の力によって、大豆のタンパク質はアミノ酸に、小麦のでんぷんは糖分に分解されます。醤油の色が茶褐色なのは、このアミノ酸と糖分の反応によるものです。続いて、乳酸菌や酵母が働き始め、醤油独特のうまみや香りが生まれます。
醤油造りにおいても、酵母は糖分をアルコールに変える働きをしますが、高濃度の食塩水中ではその働きが弱まってしまいます。そのため、醸造アルコールを添加して仕上げます。アルコールの添加は、腐造防止と香味の強調が目的。これは、本醸造酒の造りと共通する考え方です。

冬場に仕込んだ醤油は、一般的に10ヵ月間の熟成期間を経て、翌年の秋に市場に出回ります。醤油蔵によっては、2年間、あるいはそれ以上の熟成を行うところも。そして、日本酒と醤油ではっきりと違う点が、この熟成です。
冬場に仕込むのは日本酒も同じです。しかし、日本酒は春に上槽したお酒を瓶詰めして火入れを行い、必要であれば熟成させてから出荷します。
醤油には、搾ったあとに熟成するという考え方はありません。発酵を止めた醤油を保存しても、熟成より酸化してしまうリスクが大きいのです。そのため、製品となった醤油はできるだけ早く消費することが勧められています。
醤油は、酵母が生きている醪の状態で夏を越し、熟成させたあと、上槽と火入れを行います。そして、仕込んだ翌年の秋に搾りたての醤油として出荷されるのです。

醤油醪の圧搾に使われる布
以前は袋に入れて搾っていたようですが、現在は大きな布の上に醪を流し込み、それを重ねて圧力を加えるのが一般的とのこと。
非常に強い圧力のため、布に残る醤油粕は5%ほど。酒粕に比べると水分が少なく、牛などの飼料として使われています。

酒造りと醤油造りの、密接な関係
兵庫県龍野は淡口醤油発祥の地として有名です。もともとは酒造業が発達した地域であったものの、鉄分を含まない揖保川の水や播州赤穂の塩、播州平野の大豆など、醤油造りに適した土地柄でもありました。領主の脇坂氏の積極的な産業推進もあり、次第に醤油造りに移っていったのです。
龍野の醤油造りを担ったのが、地元で酒造りをしていた、または灘へ出稼ぎに出ていた播州杜氏たち。龍野の醤油造り唄の中には、次のような一節があります。
〽この寒いのに洗い番はどなた かわいい殿ごでなけりゃよい
〽かわいい殿ごの洗い番の時は 水は湯となれ風吹くな(出典:龍野の醤油造り唄)
〽寒や北風今日は南風 明日は浮名の巽風
〽今日の寒さに洗い番はどなた かわいい殿さの声がする
〽かわいい殿さの洗い番の時は 水も湯となれ風吹くな(出典:丹波流酒造り唄)
このように、龍野の醤油造り唄は灘の酒蔵で歌われていた酒造り唄と似た歌詞であり、酒造りの作業を醤油造りでも応用していたことがわかります。

木桶を通した酒蔵と醤油蔵の関係や、蔵人たちの人的交流を通した技術の継承。日本酒と醤油はともに良い影響を与え合いながら、日本の発酵文化をつくりあげてきたと言えるでしょう。日本酒を学ぶ際には、ぜひ醤油にも注目してみてくださいね。
(文/湊洋志)


