
前回に引き続き、「大吟醸の麹造り」を紹介します。
今回は2日目の早朝から始まります。
麹の造り方 2日目「朝一発目の盛方作業」
まず朝に盛方(もりがた)という作業をします。盛とも言います。ざっくり言えば麹を床(とこ)から別の場所に移してあげる作業、といったところです。
1日目に引込を行った床の麹の塊をほぐして温度ムラを無くし、空気を供給します。別の蒸し米が入ってくるので、蒸しが終わるまでに床を空け渡さなければなりません。だから、床ではなく別の所に移す必要があるのです。
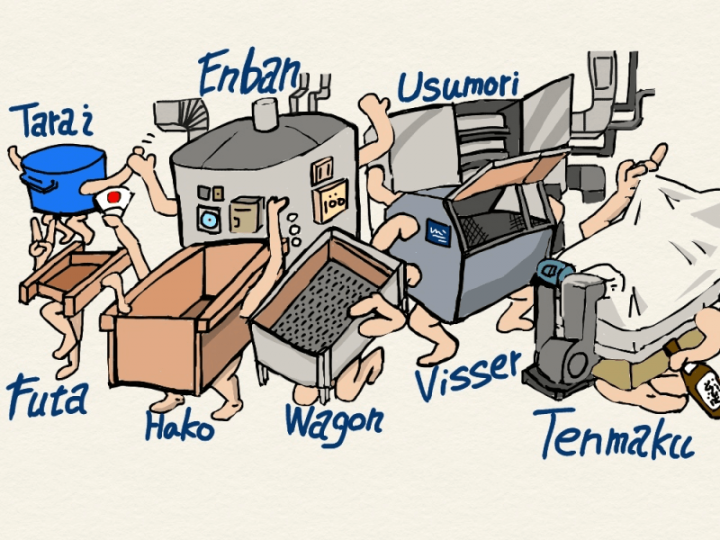
盛の作業は蔵によってさまざまな方法で行われています。盛る容器は、目指す麹の破精方(菌糸の食い込み方)・麹の量と室のスペース・室の温度持ち・乾湿などによって変えています。
麹蓋は1.5kgほどしか盛れませんが細かな温度管理ができます。10kg前後を盛れる麹箱は木でできていますが、同様のワゴンはアルミでできていて、専用台車もついていますので移動も楽チン。
西日本を中心に行われているのは、たらいに盛るたらい麹で、突き破精の麹が効率よくできるようです。
ヴィサーというオルガンのような木のカバーのついた半自動製麹機は、前半の保熱に優れ、麹が熱を持つ後半に自動でエアーをかけて冷ましてくれます。
天幕も同様の機能がありますが木のカバーではなくシーツのような布で全体を覆います。
円盤式製麹機や薄盛りと呼ばれる製麹装置などをはじめとする全自動製麹機を導入している蔵もあります。
室の中はあまり見学させてもらえないかとは思いますが、もし機会があったら見てみるとおもしろいですよ。
今回例にするのは麹蓋を使った昔から行われてきた方法です。

木でできた弁当箱のような麹蓋に布を敷き、輪っかを載せて、その空間に麹米を入れていきます。
木の輪っかは「破精(はぜ)落ち防止器」なんていう仰々しい名前が付いていますが、麹が中央にぎっしり集まるようにするガイドのようなものです。
盛ってからの序盤は麹をできるだけ集結させ、温度をキープすることがポイントです。木の桶は盛桶と呼ばれ、これで一定量の麹を入れていきます。
素材は秋田が誇る秋田杉です。
昔からあるものを修理しながら使っています。新しい木の匂いが酒につくと後で「木香がする」と言って鑑評会ではマイナス要素になってしまうので、あまり木の香りが付かない昔ながらの道具を愛用しています。
木の香りがする樽酒も美味しいんですけどね。


こんな風に積み重ね、厚く布でくるみます。麹蓋同士は付けて密着させながら昇温させます。この時室温は45℃前後。麹にとっては非常に快適な温度ですが、蔵人は大変です。
盛方の最中も温度が下がらないよう高温の室内で仕事をします。ここで麹の品温が30℃を下回ってしまうと麹菌の増殖が止まってしまうため、これ以降品温には特に気を使います。上がり目がついて温度が上昇すれば、順調に麹が繁殖している証拠です。
昔の工夫は今も変わらない麹室の構造
ちなみに、麹室がどういう構造になっているかはご存知でしょうか。イラストにするとこのような感じです。
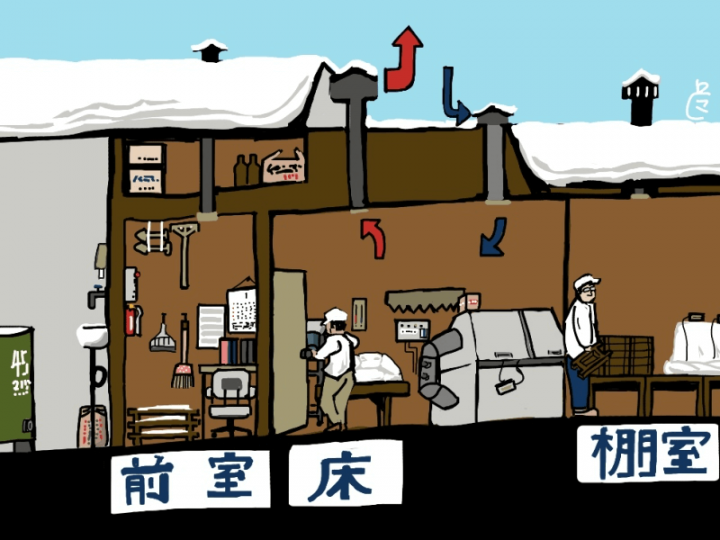
蒸した米を引き込む床室、盛作業をするための棚室と分かれている場合が多いです。一緒になっていたり4室に分かれていたり、吟醸用は別の階にあったりです。
そこに入るためには外とのバッファーの役割を持つ前室があります。ここで麹の温度経過簿を書き、今日引き込む麹のやりくりについての思案をしています。
保温性が良く、通気もよいというのが麹室の基本です。保温もしながら湿度を調整するために外気を取り込むというダイナミックな空気の循環をさせています。
麹も生き物なので新鮮な空気を求めますし、麹菌が二酸化炭素を出すため、酸欠で作業者が倒れる危険性もあるので換気はしっかりします。
古い蔵ではファンなどは使わず効率よく外気を取り込むために通気口の高さを変えることによって麹室の空気を排出して外気を取り込みます。昔ながらの知恵が活かされていますね。
外気は寒いので下の煙突から、室の暖気は上の煙突から出ていきます。良い酒・良い麹を造るためにも、外の空気が重要なファクターになります。
次の温度目標は35℃。仲仕事に向けて昇温と換気を調整したら蒸しが上がるまで引込の準備と掃除に追われ、朝の忙しい時間は過ぎていきます。
次回はその仲仕事についてご紹介します。
(文/リンゴの魔術師)


