
大吟醸の麹造りを過去3回にわたって紹介いたしましたが、今回はいよいよ最終回、山場である仕舞仕事(しまいしごと)から出麹(でこうじ)までの仕事を紹介します。
温度管理がカギ!気の抜けない「仕舞仕事」
前回は仲仕事まで終わりました。麹を引き込んで2日目の夕方で、麹は38.5℃を目標に昇温を続けています。
「仕舞仕事」は、仲仕事の後に麹をもう一度撹拌して水分を飛ばし、温度を均一にし、さらに表面積を広げてやる仕事です。蔵では訛って「しめぇしごと」と呼ばれています。
38.5℃というのが仕舞仕事の指標です。菌もいよいよ破精込んで一見すると完成しているようにも見えますが、ここから麹菌はアミラーゼ系の酵素を多く出しますので、気が抜けません。

麹を箱の中でかきまぜて、指で線をつけます。箱麹や天幕でやる時は面積も大きく広げます。線をつけるのは麹の表面積を増やすという役割があって、麹米に内在する水分の蒸発を促進させるためにやっています。
さらに蓋で造る麹の場合、麹が入っている蓋と蓋の間に空の蓋を挟んで、水分が抜けるための隙間を作っておきます。昇温するにしたがって水分も多く出ていくので、全体が蒸れないよう、通気性に気をつけます。

大きく広げて線をつけます。
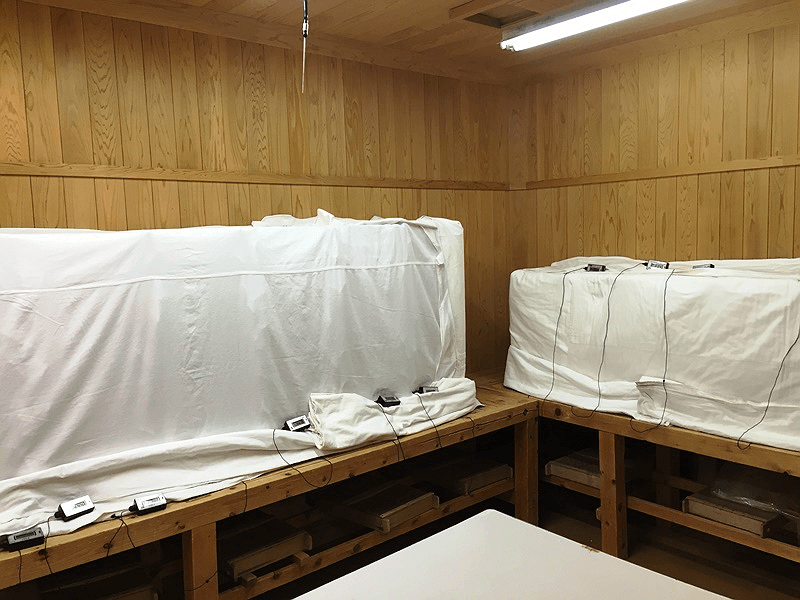
仲仕事までは厚い布で覆っていましたが、仕舞仕事の後はネールと呼ばれる別の布に変えて包みます。ネルシャツの「ネル」ですね。まずは蓋同士をしっかりくっつけて保温します。
仕舞仕事でおおよそ37℃まで下がった麹の次の目標は40℃。40℃になった時点で出麹の時間を決めます。ちなみに、酵素が多く欲しい酒母用や添麹はここから12時間、仲留の麹は8時間程度での出麹が蔵での理想です。
蔵によっては仕舞仕事から12時間だとか、総製麹時間で48時間だとか、様々な指標があります。これらは杜氏や蔵人が長年かけて集積した経験や勘に基づいていたり、試験場の先生が試行錯誤して編み出したものだったりします。
大吟醸は泊まり込み作業!細かい温度調整でなかなか眠れない夜
さて、仕舞仕事が終われば麹屋は一息つける時間です。
泊まりこんでいる杜氏や親方と仕込の話をする、事務仕事を片付ける、昔の蔵人の話を聞く、テレビを見る、買ってきたお酒で晩酌をするなど思い思いに過ごします。たいていは疲れて寝るのですが、ぐっすり寝ていてはいけません。ここからは仮眠タイムで、1~2時間に1回程度、麹の温度調整のための見回りの時間になります。
40℃を越えた麹の最高温度を42~45℃の間で設定し、麹の温度が上がり過ぎていればネルの掛け方を変え、積替えをします。逆に温度が下がっていたり動かなかったりする場合は通気口を数センチ閉めて室温を上げ、ネルを多く掛けます。
積み重ねる蓋麹の場合、どうしても上の段と下の段で温度ムラが生じて均質な麹ができにくくなるため、毎晩数回の積替えをします。何時何分にやるかは決まってはいませんが、目覚めた夜中2時半だとか早朝4時だとかにムックリと起きて麹室に行きます。
もちろん翌日も仕事はありますので、しっかり寝たいところですが、全ては金賞のため、美味しい大吟醸のため。大吟醸の米と同様に、蔵人は睡眠時間を50%以下まで削っています。
3日かけてようやく完成!麹の出来は果たして・・・?
さて、冬の長い夜が明けて、盛方や蒸しなど一通りの朝の仕事を片付け、先ほど指標として挙げた時間がきたところで麹はいよいよ完成、出麹です。

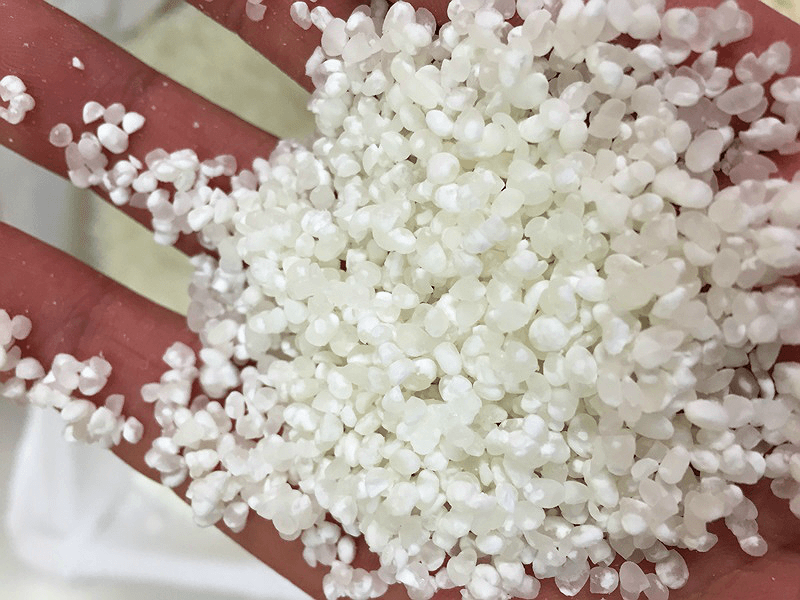
ほぐすとパラパラしています。適度に破精が食い込んだ麹を手でこなし、できた麹の重さをはかりで計測します。
これは麹に水分がどれぐらい含まれているか、蒸した後どれぐらい蒸散したかの指標です。これを記録しておくと、麹の出来や醪の溶け方などの酒質判断に活かすことができます。
この時いくつか麹をサンプリングしておき、酵素力価(りきか)を計ります。酵素(主にαアミラーゼ・グルコアミラーゼ)がどれくらい出たかを科学的に分析します。この力価と出麹歩合、そして出来栄えを杜氏さんに見せて、麹の出来が評価されます。
どうでしょう。良い破精と悪い破精については前回紹介しました。金魚の目玉になっているでしょうか。あまり破精が進みすぎず、それなりに良いんじゃないでしょうかね。
こなした麹は40℃台の麹室から出し、「枯らし」の作業に入ります。これ以上は酵素を作らなくても良いので涼しい部屋で麹菌の活性を抑えます。ただし一気に寒い部屋に持っていくと麹表面に結露ができるので30℃程度の部屋(中室・前室などと呼ばれます)で少し放冷した後に枯らし場へ持っていく蔵が多いようです。
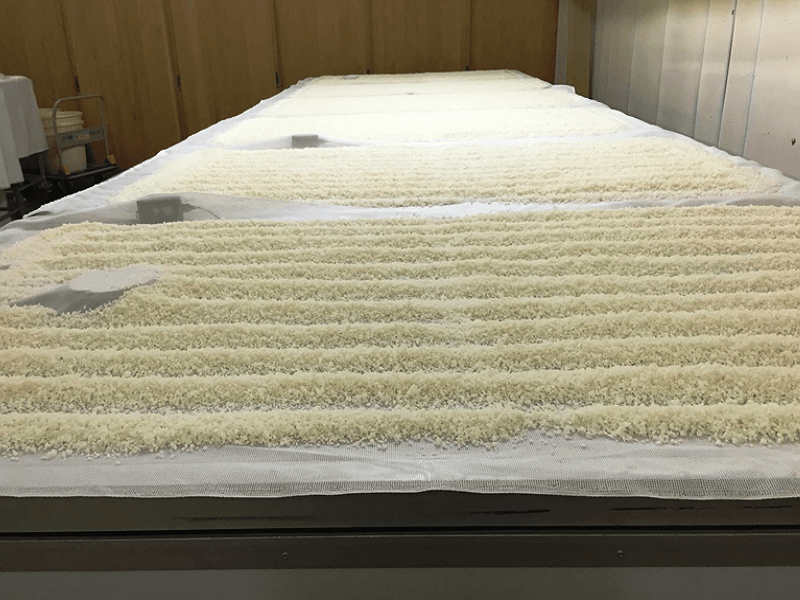
大きく広げて線をつけると、畑の畝のようです。ここは普通室で室温30℃前後です。
この時に麹特有の良い香りが出てきます。栗のような匂い、バニラアイスの匂い、古い畳の部屋の匂いなどモヤシの種類や出来によって異なります。3時間ほど休ませた後、枯らし場に持っていきます。除湿器がまわっている普通の部屋と考えてもらえると良いです。
できた麹は翌朝、酛か醪に投入され仕込工程に向かいます。いよいよ日本酒になるべくその力を発揮しに行きます。
3日かけて大吟醸麹の造り方を紹介いたしましたが、いかがだったでしょうか。専門的な部分もありましたが、お酒を飲む際は麹のことも思い出してあげてください。
(文/リンゴの魔術師)


