
「SDGs(Sustainable Development Goals)」とは、国連が定めた17の持続可能な開発目標のこと。経済合理性や環境負荷への対策など、より良い世界を目指すために必要な普遍的なテーマで、日本でもさまざまな企業や団体でサステナブルな取り組みが積極的に推進されています。
こと日本酒に目を向ければ、数百年の歴史を持つ酒蔵も数多く、地域に根ざし、人のたゆまぬ営みのなかで育まれてきた産業のひとつ。サステナビリティという概念が広がる以前から、その実践を行ってきたともいえるのではないでしょうか。
この連載「日本酒とサステナビリティ」では、日本酒産業における「サステナビリティ(持続可能性)とは何か?」を考えるために、業界内で進んでいるさまざまな活動を紹介していきます。
今回取り上げるのは、日本酒の代表的な容器である「ガラス瓶」です。四合瓶や一升瓶など、私たちが目にする日本酒のほとんどがガラス製の瓶に入っています。
サステナビリティの観点からは、ガラス瓶にはどのような特徴やメリットがあるのでしょうか。
3Rの視点で考えるガラス瓶の特徴
「意外と知られていませんが、ガラス瓶の原料は、硅砂(けいしゃ)や石灰石などの天然素材です。これらは地球の表面である『地殻(ちかく)』に含まれるもので、ガラスの組成はその地殻とほぼ同じ。そのため、ガラス瓶は"大地から生まれた器"と言えるかもしれません」
東洋ガラス株式会社 環境・品質保証部 大越壯一郎さん
教えてくれたのは、国内トップクラスのシェアを誇るガラス瓶メーカー・東洋ガラス株式会社の環境・品質保証部の大越壯一郎さんです。

ガラス瓶の原料(上段から時計回りに、石灰、ソーダ灰、カレット、硅砂)
ガラス瓶は、硅砂、石灰石、ソーダ灰に加え、使用済みガラス瓶を砕いたカレットを高温で溶かして作られます。異種素材で構成される複合容器と異なり、単一素材のガラス瓶はリサイクルしやすく、また、すべてが天然素材のため、環境汚染につながる物質を一切含まないというのがメリットです。
資源枯渇や廃棄物処理の問題の対策として、いわゆる3つの「R」(Reduce/リデュース、Reuse/リユース、Recycle/リサイクル)が挙げられますが、まずは、それぞれの観点からガラス瓶の特徴を考えてみましょう。
「Reduce」軽量化がすすむガラス瓶
「Reduce(リデュース)」は、製品をつくる時に使う資源の量を少なくすることや廃棄物の発生を抑えること。ガラス瓶の製造においては、40年以上に渡って軽量化の取り組みが続けられています。
一般的に、容器は厚みがあるほど強度が上がります。ガラス瓶を薄くすれば原料を減らすことができますが、内容物を守るための強度を保ちつつ、ガラス瓶を薄くするのは簡単ではありません。
ガラス瓶の製造の現場では、これまでにガラスの厚みの均一化、すり傷を減らす表面コーティングなど、さまざまな試行錯誤を重ねて軽量化を図ってきました。その結果、ガラス瓶の平均重量は、1972年に約390gだったものが、2019年には約173gまでに減少。およそ40年間で55%もの軽量化を実現しています。
ガラス瓶の軽量化は使用する資源の量を減らせるほか、製造時の省エネや輸送効率の向上、CO2排出量の削減に繋がるなど、環境負荷の低減に大きく貢献しています。また、軽量化はこうした環境への配慮だけでなく、重量が減ることで取り扱いやすくなるという消費者にとってのメリットにも繋がります。
世界的に見ても、日本のガラス瓶の軽量化はかなり進んでいて、特に軽量度の高い「超軽量瓶」の製造技術は世界に誇れるものです。
「Reuse」100年続くリターナブル瓶の歴史
「Reuse(リユース)」は、使用済の製品を捨てるのではなく、繰り返し使うことを指します。
ガラスは長期間の使用に強く、細菌や臭いが付きにくい特徴を持った、リユースに向いている安定した素材です。日本でのガラス瓶のリユースの仕組みは古く、すでに100年以上の歴史があります。
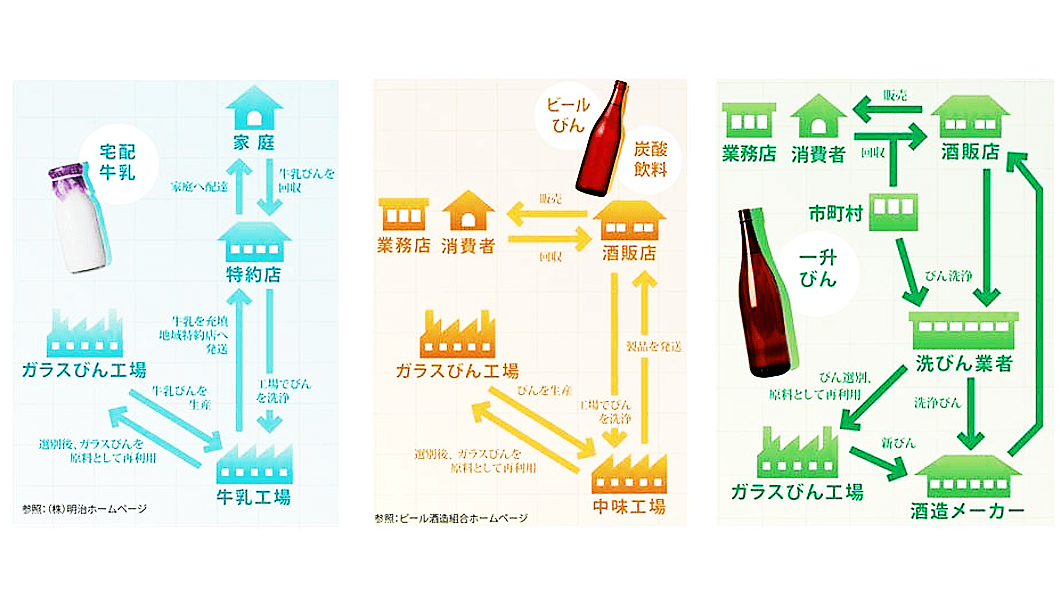
リターナブル瓶の国内循環の流れ
消費者が使ったガラス瓶を回収し、再び同じ用途で使用する「リターナブル瓶」の代表例は、日本酒や調味料の一升瓶や宅配の牛乳瓶です。
一升瓶を例に挙げると、私たちが飲んだ日本酒の一升瓶は、市区町村や酒販店が回収し、洗瓶会社へと運ばれます。そこで洗浄された瓶が再び酒蔵に届けられ、日本酒を詰めてまた店頭に並びます。2020年度の一升瓶の利用量は8453万6千本(80,309トン)、回収量は5966万6千本(56,683トン)、回収率は70.6%でした。
「Recycle」瓶から瓶へと生まれ変わる
「Recycle(リサイクル)」は、使用済の製品を別の製品の原材料やエネルギー源として有効利用することです。
リサイクルにはさまざまな手法がありますが、ガラス瓶の大きな特徴は、素材を劣化させずに元の製品と同じ用途で利用できる「水平リサイクル」が可能なことです。
同じく水平リサイクルできる素材には、段ボールやアルミ缶があります。ペットボトルも、一部はペットボトルとして水平リサイクルされますが、その多くは別用途の繊維素材やシートなどに加工されます。
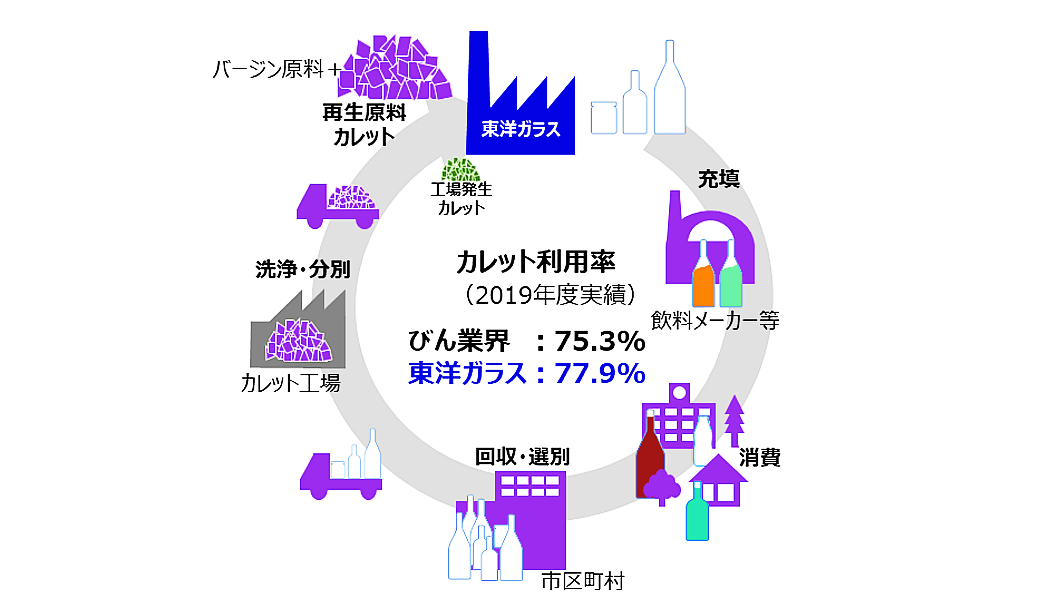
ガラス瓶のリサイクルフロー
市区町村によって回収された使用済みのガラス瓶は、無色・茶色・緑色などの色ごとに分別されて、処理工場で粉々に砕かれて「カレット」と呼ばれる再生原料に加工。ガラス瓶メーカーでは、このカレットとガラス原料を使って、再生ガラス瓶を製造します。
「ガラス瓶の他にはない特長は、長年、海外へリサイクルを依存せず、日本国内で瓶から瓶へと使い続けられていることです。もしかしたら100年前に作ったガラス瓶が、新たな姿で今も日本のどこかで使われているかもしれません」と、大越さんは話します。
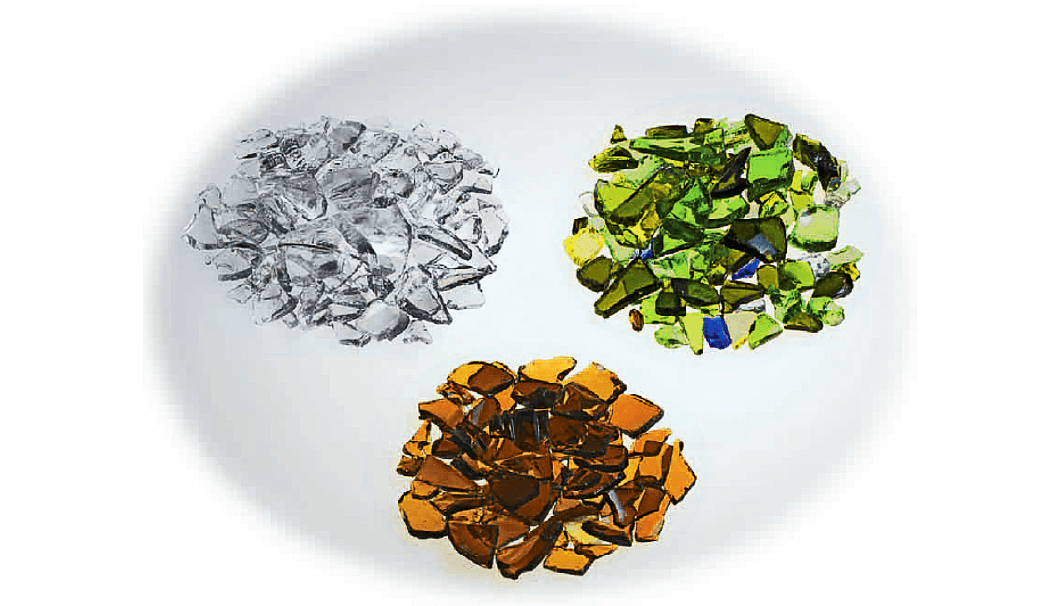
ガラス瓶の原料となるカレット(使用済みのガラス瓶を細かく砕いたもの)
カレットを製造する段階で異物は除去されるため、ガラス瓶にラベルやプリントが残っていても、リサイクルには大きな影響はありません。
「回収の効率化」と「CO2排出量の削減」が課題
2019年のガラス瓶の国内出荷量に対するリサイクルされた割合は約67%、ガラスの製造に使用されたカレットの割合は約75%、リサイクルされたガラス瓶が再びガラス瓶として使用された割合は約80%と、いずれも高い比率を誇っています。
ガラス瓶は環境にやさしい容器ですが、課題もあります。
そのひとつは、ガラス瓶の回収方法です。ガラス瓶だけで回収して他の素材と混ざらないようにできれば、高品質のカレットを作ることができ、リサイクルできる割合も増えます。しかし、自治体によって分別や回収方法が異なり、他容器と混ぜて圧縮して回収する場合、ガラス瓶が割れることで、ガラス瓶も他容器もリサイクルへと回せないものが出てきてしまいます。
もうひとつの課題は、ガラスの製造工程のCO2排出量が多いことです。ガラスを溶かす温度は、およそ1,600度とかなり高温。大量の燃料を使うため、製造工程の見直しも求められています。
その上で、大越さんは「もっとも大きな課題は、ガラス瓶自体の利用が減っていることなんです」と語ります。
ガラス瓶の使用量が世界的には増加しているなかで、「軽い」「捨てやすい」という利便性から日本ではペットボトルなど他容器の利用が増加し、ガラス瓶の利用比率は年々減少傾向にあります。
日本酒を取り巻く外側に目を向ける
「ガラス瓶は容器として機能的で、かつ、デザインの自由度も高いです。メーカーとして、環境適性だけでなく、それ以外のガラス瓶のメリットや魅力も伝えていきたいですね」と、大越さん。
「長期保存に強い」「内容物の成分を吸着しない」というのは、確かにガラス瓶ならではの機能的な価値といえるでしょう。色付きの瓶であれば、光の影響で劣化してしまう日本酒もしっかりと保存できます。また、色や形を自由に変えられるのも、ガラス瓶の素晴らしい特徴です。

印刷付き汎用瓶「衣玻璃(きぬはり)」
「時代が変わっても、ガラス瓶には変わらない魅力があります。たとえば、結婚式では、招待客に対する"おもてなし"の心を表すためには、それにふさわしい品が求められます。容器と食器の中間に位置するガラス瓶であれば、自然とお酌をする振る舞いとともに会話も弾むでしょう。
ガラス瓶には、単なる容器にはない人の想いをつなぐ感性価値があると思います。環境にやさしいということだけでなく、コミュニケーションツールとしてのガラス瓶の魅力をこれからも伝えていきたいです」(東洋ガラス・大越さん)
ガラス瓶には「重い」「割れやすい」というデメリットがあります。しかし、サステナビリティの観点からみると、そのデメリットを補って余りあるメリットがあることがわかりました。
日本酒を楽しむときに、その外側にある「ガラス瓶」に着目して、そのリサイクルの輪を意識することが、サステナブルな生活への第一歩なのかもしれません。
(取材・文:藪内久美子/編集:SAKETIMES)