
三河湾を臨み、古くから味噌や醤油、みりんなどの醸造業が盛んな愛知県西尾市で、創業118年を迎える山﨑合資会社。
代表銘柄「尊皇(そんのう)」や「奥(おく)」などを醸すこちらの酒蔵では、自社製米や低温貯蔵など新しい酒造りのやり方を積極的に取り入れています。

この記事では、東海エリアのまちの魅力を体験できるプログラムを主催する「大ナゴヤツアーズ」の酒蔵見学ツアーに参加し、山﨑合資会社の歴史や特徴、酒造りにかける想いなどについておうかがいしました。
自社製米した愛知県産酒米を全量使用
ツアーを案内してくれたのは山﨑合資会社専務の山崎裕正さん。実は4年前まで酒蔵とは無縁の生活だったそうです。
山﨑合資会社 専務の山﨑さん
「従兄弟にあたる前社長の急逝に伴い、現在の社長(前社長の奥様)を支え、次につなげるための“中継ぎ”という形で酒蔵で働き始めました。最初は日本酒の知識はほぼゼロでしたが、今ではお客様の疑問にもしっかりとお答えできるようになりました」
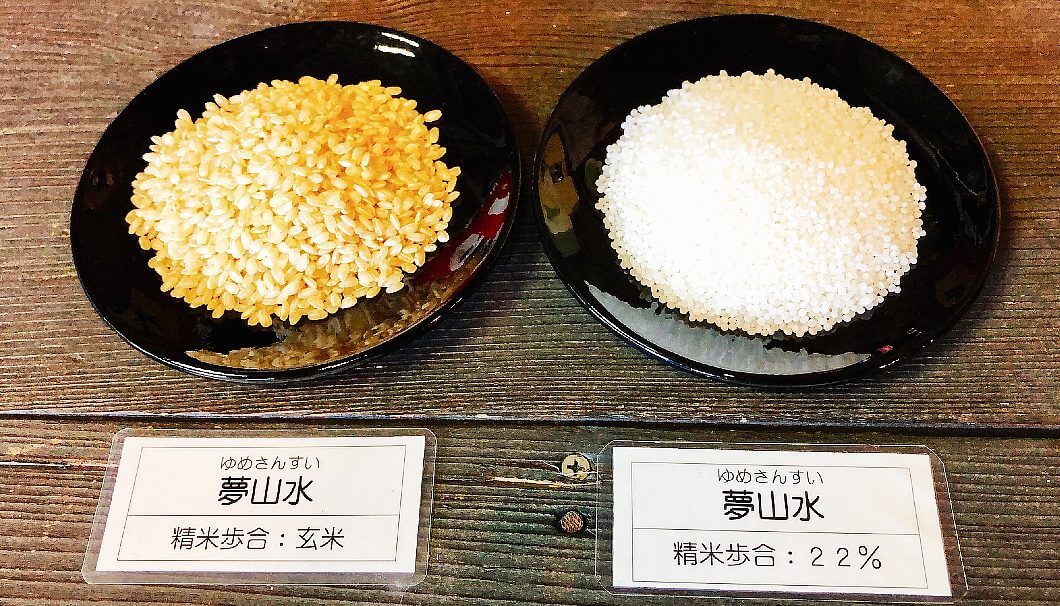
まずは酒造りで使う酒米について、山﨑さんから教えていただきました。
「愛知県が開発した酒造好適米の『夢山水(ゆめさんすい)』を最初に酒造りに使ったのが、山﨑合資会社です。導入の検討を始めた1998年ごろは日本酒の需要が大きく落ち込んだ時でした。『他社と同じ酒造りをしているだけでは先細りになってしまう』と考えた前社長の一声で取り組んだのがきっかけです」
夢山水を使い、「これだ!」と自信を持ってお届けできる酒が完成するまで、なんと丸4年もかかったそうです。
「本気で向き合って生まれたお酒だからこそ、みなさんに受け入れていただけたのではと思っています。その後、愛知県産の酒米『若水(わかみず)』や『夢吟香(ゆめぎんが)』を使った酒造りにも着手し、2019年には愛知県産の『山田錦』が加わりました。2020年の酒造りからは、前社長の肝いりである『愛知県産酒米の全量使用』が実現できて、本当に良かったです」

現在では、さまざまな酒蔵が、蔵のある地域の酒米を活用していますが、当時としてはまだ新しい試みだったのだそう。山﨑合資会社では、4種類の愛知県産酒米を使い分け、お酒の酒質に合わせて精米歩合を変えることで、数多くの銘柄を生み出しています。
山﨑合資会社の酒造りの特徴のひとつが、こだわりの愛知県産酒米をすべて「自社製米」している点です。
自社で精米するメリットは、酒米の品質確保はもちろん、「自社製米だからこその酒造りの自由度があるから」だそう。蔵人の藤本篤さんは次のように語ります。
「自社に精米機があると精米歩合を自由に調整することができ、精米歩合22%まで削ることができます。精米歩合22%の場合は、精米にかかる時間はおよそ1週間くらい。熱がこもりすぎないように、冷やしながらゆっくり進める必要があるんです。酒米ごとの特性やその時の水分量など、違いを考慮しながら進めるのがコツですね。さらに、新鮮な酒米を自社精米することで、雑味が少なく、しっかりした味わいが実現できます」
愛知県にある42の酒蔵のなかで、自社製米を行っているのは6蔵だけ。「手間をかけて、よりおいしいものを届けたい」という酒蔵の想いを感じます。
仕込みから貯蔵まで、徹底した温度管理を実現
酒造りの工程を見学するために、1993年に新築したという2階建ての仕込み蔵へ移動しました。年間の仕込み量は500石を超えるそうで、5名の蔵人で酒造りを行っています。

洗米の手順を説明する蔵人の藤本さん
最初は、洗米の工程です。自社製米を終えた愛知県産の酒米を、蔵内に1台しかない洗米機を使って洗います。蔵人3人でフル稼働しても、80~90分ほどかかるのだとか。蔵人の藤本さんが、その難しさを話してくれました。
「洗米機を使うと、10キロの洗米が約2分で終わります。大体400キロを1度に仕込むので、この作業が40回ほど続きますね。一度始めたら、止まることなく次々とお米が仕上がるので、まさに時間との勝負。同時にお米を水にさらす浸漬の時間も計りますので本当に気を抜けない工程です。精米からの経過時間で浸漬時間も若干変わるので、このあたりの見極めが難しいところですね」

写真中央にみえるのが、酒米を運ぶための滑車
洗米と浸漬を終えた酒米は、仕込み蔵の2階に運ばれ、蒸しの工程へ移ります。普通酒用の米はエアシューターを使って運びますが、それ以外は滑車を使って運ぶそうです。

「1袋10キロの酒米が、洗米で水を吸って約13キロの重さになります。これを滑車を使って2階まで運び、力のある若手の蔵人が両手に1袋ずつ持って、蒸し機に入れていくんです。酒造りで一番体力が必要な工程です。その後は50分かけて酒米を蒸し上げます」
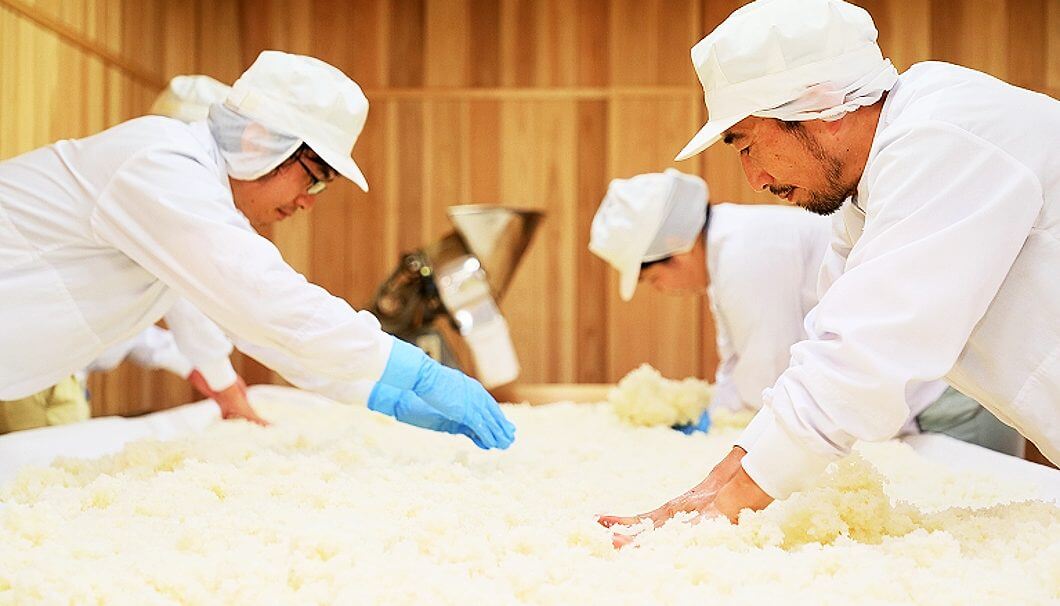
続いて日本酒造りの肝ともいえる麹づくりを行う製麹の工程へ。2階の奥に比較的新しい麹室があります。

「実は3年前の台風で麹室のある建屋の屋根が飛んでしまって床上浸水してしまったんです。さすがにそのまま使える状態ではなかったので、新しい麹室に建て替えました」
同蔵では麹づくりを完全手作業で行っているそうで、蔵人が泊まり込みで対応しています。
再び、1階に降りて、仕込みの工程へ。シャッターを上げて中に入ると、ひんやりとした空気を感じます。
「この仕込み部屋全体が冷蔵庫のようになっていて、室温が約15度に保たれています。1999年の造りから、すべてのお酒を低温発酵で時間をかけて醸しているんですよ」と、藤本さん。

右側の部屋で酒母を起こして、目の前のタンクで1本あたり700キロから1トンの量を週に2本ずつ仕込むそうです。このあと、ヤブタ式醪搾機を使った搾りまでが、この仕込み蔵の中で行われます。

瓶詰めされた日本酒は、仕込み蔵の外にある低温貯蔵庫で保管されます。重厚感のある木の扉についた小さなくぐり戸から中に入ると、中はひんやりと薄暗く、かなり広い印象です。
「仕込みから貯蔵まで、全商品を対象に適切な温度管理を行うのが、弊蔵のひとつの特徴です。扉を見てもわかるとおり、この部屋は最近のものではなく、昭和12年(1937年)に導入したもの。それ以降、ずっと全量を低温貯蔵していますが、当時としてはかなり珍しかったと思いますね」

貯蔵庫内には、醸造年度や種類ごとに区分けされた日本酒たちが、所狭しと並んでいました。年間を通して約10度に保たれたこの環境で、ゆっくりと熟成していくそうです。
熟成期間の違いを表す肩ラベルの色

ツアーの最後のお楽しみは、飲み比べタイムです。
お酒に合わせて用意された地元ホテルのお弁当とともに、山﨑合資会社の12種類のお酒が味わえました。日本酒に加え、果物を使ったリキュールや西尾の抹茶を使った甘酒もありましたが、そのなかから山﨑さんオススメの銘柄を3本紹介してもらいました。
1本目:「山﨑醸 夢吟香 DREAM 生酒」
愛知県産の酒米「夢吟香」を100%使った、華やかな香りの純米大吟醸の原酒です。精米歩合50%、日本酒度±0度で、ほんのり甘味があってフルーティーなタイプ。21BYのお酒を生酒のまま、マイナス4度の環境で熟成させることで、豊かな味わいを感じられます。
ラベルについた蝶は海を渡る蝶として知られる「アサギマダラ」。「世界へ羽ばたいてほしい」という願いが込められたお酒です。

「山﨑醸 夢吟香 DREAM 生酒」(写真右から1本目)
2本目:「若水 辛口原酒 焚火(たきび)旬」
愛知県産の酒米「若水」を100%使った、おだやかな香りの辛口酒。精米歩合60%、日本酒度+12度で若水らしい少しの酸味があり、後味のスッキリした味わいです。三河湾で取れる魚介類、特に焼魚との相性がピッタリです。

「若水 辛口原酒 焚火(たきび)旬」 (写真右から2本目)
3本目:「奥 純米吟醸原酒 夢山水 十割 旬」
愛知県産の酒米「夢山水」を使った、アルコール度数18.5度の日本酒。華やかな香りととろみが特徴的な純米吟醸の原酒です。甘味もありながら、しっかりとした味わいが、一緒にいただいた地元産の豚肉のジューシーな味わいに負けていませんでした。

「奥 純米吟醸原酒 夢山水 十割 旬」(写真右から2本目)
飲み比べを楽しむなかで、日本酒のボトルの首の部分に貼られた肩ラベルに違いがあることに気づきました。山﨑さんにうかがうと、「熟成期間の違いで肩ラベルの色を変えて、その味わいの違いを表現している」とのこと。
基本的に、12月~4月は「生酒」を示す赤のラベル(生)、4月~8月は「火入れ後の低温貯蔵酒」を示す黄緑のラベル(若)、9月~3月は「半年間の貯蔵による熟成」を示す黄色のラベル(旬)、さらに長い「1年間の熟成」を示す黄土色のラベル(熟)で、肩ラベルの色を変えています。
異なる銘柄でも熟成期間にあわせて同じ色の肩ラベルが貼られているので、日本酒になじみのない人でもお酒の特徴がつかみやすくなります。
こんな今だからこそ、チャレンジする姿勢を忘れずに
楽しかった酒蔵訪問も終盤に差し掛かり、最後に山﨑さんへ今後の取り組みついてうかがいました。
「時代が目まぐるしく変わる今、現状維持は後退を意味すると思うんです。大変な時期ではありますが、こんなときだからこそ、常に先を考えてチャレンジすることが大事かなと。商品開発の一環として、使用米、米の精米歩合、麹菌、酵母、仕込み方法に変更を加えながら新作を造る試験醸造(Trial Brewing)を毎年続けていて、完成したお酒は、クラウドファンディングを利用して販売しています。
『愛知県産酒米の全量使用』を実現した時のように、山﨑合資会社らしさを大事にしながら、新たなチャレンジを続けていきたいですね」

愛知県産の酒米を自社精米し、低温発酵・低温貯蔵が特徴的な山﨑合資会社。こだわりの製法・貯蔵方法を知ることができるツアーに、参加者のみなさんも大満足の様子でした。
現在は新型コロナの影響により、蔵見学は政府からの要請状況に応じて対応しているそうです。蔵人たちのこだわりが詰まった愛知の日本酒、みなさんも試してみませんか。
(取材・文:spool/編集:SAKETIMES)


