
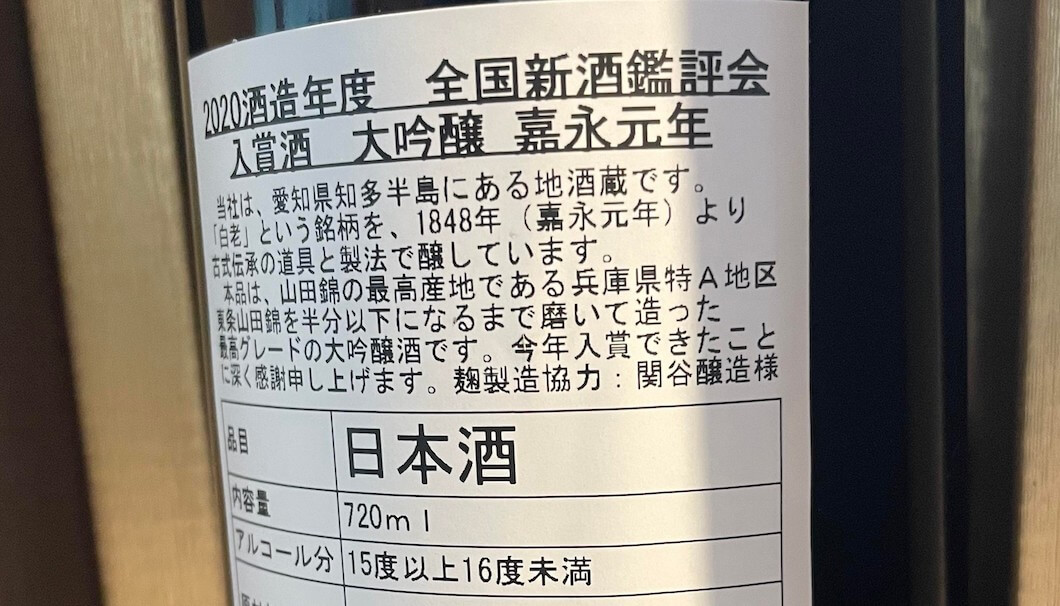
伊勢湾と三河湾を望む愛知県・知多半島は、古くから“醸造半島”と呼ばれ、味噌や酢、味醂などの発酵食品を醸してきた地域。その伊勢湾に面する常滑市で日本酒を造るのが、幕末の1848年(嘉永元年)に創業した澤田酒造です。

代表銘柄は「白老(はくろう)」。近海で採れる白身魚や、赤味噌やたまり醤油といった発酵調味料といった中京圏の食文化に合う、食事と一緒にいただくのにぴったりな骨格のしっかりした食中酒です。
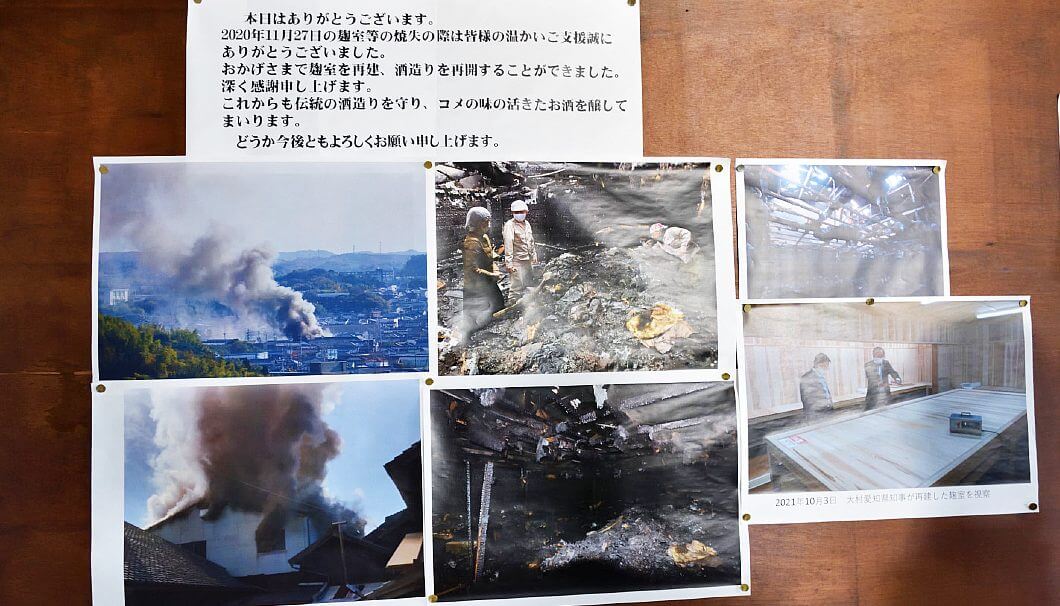
コロナ禍前には酒蔵見学ツアーを積極的に開催したり、酒蔵まつりでは、地域の発酵食品とコラボしたりと、地元に根差した活動を続けてきた澤田酒造ですが、2020年11月に不幸が襲います。酒蔵の心臓部ともいえる麹室が、火災により焼け落ちてしまったのです。
大事に育ててきた麹は全滅。そんな状況をいち早く知った他の酒蔵や関係者、ファンからの支援を得て、麹づくりを他の酒蔵さんに託すという方法で、昨シーズンはなんとか酒造りを続けることができました。今期は待望の新しい麹室が完成し、酒造りが本格的に再開しています。
澤田酒造の6代目蔵元・澤田薫さんと杜氏の三浦努さんに、火災当時のことを振り返りつつ、麹室の復活までの道のりと、今後の展望についてうかがいしました。
酒蔵の危機を救った同業者やファンの支援
酒造りの味わいを左右する「麹室」を火災で失うという1年前の衝撃的な出来事を、社長の澤田薫さんは、次のように振り返ります。

澤田酒造の6代目社長・澤田薫さん
「最初に『麹室で火災です!』と言われたときは信じられませんでした。麹室に向かうとゴウゴウと大きな炎が出ていて、真っ黒い煙が充満しているのを、為す術もなく見ていました。それでも、従業員にケガがなかったことが不幸中の幸いでした。
麹室が全焼して『もう酒造りができないかもしれない』と胸が痛くなりましたが、先代である会長の『これだけで済んでよかったよ』という前向きな声を聞き、それが精神的な支えになったことを強く覚えています」

全焼した澤田酒造の麹室
澤田社長が、火災が起きたことをSNSで投稿すると、周囲からすぐに温かい支援の連絡が届いたそうです。
「まずは愛知県の酒蔵さんから、『すぐに麹の手配を考えよう』とアドバイスをもらいました。さらに、過去に火災を経験された兵庫県の山陽盃酒造さん、東日本大震災をご経験されたのち仮設蔵で酒造りをされた宮城県の佐々木酒造店さんからは、酒蔵の復帰に向けて必要なことを、これまでの経験を含めて惜しみなく教えてくださいました。
その他の酒蔵さんや関係者の方々のお声がけも、『これからどうするの?』という漠然としたものではなく、『何か手伝えることはありますか?』と前向きなものばかり。自分自身が悩むよりもお声がけいただくほうが早く、火災の4日後に麹を代わりに造ってくださる酒蔵さんの見通しがついたことは、奇跡的だったと思います。
飲食店や根強いファンのみなさんからは、温かいメッセージとともに、義援金を募っていただきました。『周りの方に支えていただいてこそ、今がある』と本当に感謝の気持ちでいっぱいです」
「麹づくり」を他の酒蔵に任せるという決断
伝統的な木甑を使い、冬場、北西から吹く冷たい季節風「伊吹おろし」と硬度の異なる複数の仕込み水を活かして酒造りを行ってきた澤田酒造。なかでも特徴的なのは、「麹蓋(こうじぶた)」と呼ばれる木製の盆を使った麹づくりです。

1升5合分くらいの米を小分けにして麹を仕込んでいく非常に手間のかかる作業で、一般的には高級酒などによく使われている手法ですが、澤田酒造では古くからこの製法を基本としています。
麹に使うメインの酒米は愛知県産の酒米「若水(わかみず)」で、普通酒には「五百万石」を使い分けています。

澤田酒造 杜氏の三浦努さん
麹蓋一筋でここまでやってきた杜氏の三浦さんは、澤田酒造の麹づくりについて次のように語ります。
「酒造りに携わって約20年。僕にとってはこれが当たり前という感じなんです。麹蓋を使った麹づくりは、蓋ごとの温度の違いに柔軟に対応できますね。実際に1枚1枚、麹蓋ごとに麹の表情が違うんですよ。自分の手で触って、温度や感触の違いを感じて、それにあわせて調整していく。これが麹蓋の醍醐味でもあって、本当に面白いと感じますね。
目指しているのは、総破精(そうはぜ)というお米の味をしっかり出させるような麹。麹菌を育てる温度帯は他の酒蔵さんよりもちょっと高めで、枯らし(麹菌の繁殖を抑制するために熱と水分を飛ばすこと)もしっかりやっています」

それほど麹づくりについて力を入れていた澤田酒造にとって、麹蓋も含めて麹室がすべて焼けてしまったことは本当に大きな事件でした。
すでに酒造りのシーズンに入っていたため、酒造りを途中で止めることはできません。幸いなことに麹室以外の設備は無事だったため、「麹づくりのみを他の酒蔵に依頼する」というイレギュラーな方法で2020年の酒造りを続けることにしたのです。
麹づくりを依頼したのは、山忠本家酒造(愛知県)、関谷醸造(愛知県)、丸一酒造(愛知県)、森喜酒造場(三重県)の4蔵です。
「どの酒蔵さんも仕込みで大変な時期なのに『困ったときはお互い様』と言ってくださり、本当にありがたいことです。酒造りは、何百年にも渡って酒蔵同士が繋がり、協力しあって成り立っている産業であることを、あらためて身に染みて感じた瞬間でした」と、澤田社長は感謝の念を持って振り返ります。
酒造りで最も重要といわれる「麹づくり」を他の酒蔵にお願いすることに、ためらいや不安はなかったのでしょうか。三浦杜氏にたずねてみました。
「ためらいというよりも、『麹を代わりにつくってくださってありがたい』という気持ちのほうが大きかったですね。今回お願いした4蔵では、三重県の森喜酒造場さんだけが麹蓋を使っています。酒蔵さんごとに麹づくりは違うので、『こんな感じで』と麹の仕上がり感が伝わるように、温度ややり方を開示しながらお願いしました。ただ、どの酒蔵さんの麹室にも私は入っていないので、現場の作業は本当にお任せです」
そうしてできあがった日本酒の裏ラベルには、麹づくりを担当した酒蔵の名前を記載。長くご愛飲いただいているお客様からは、「後味が違う」や「いつもよりもキレイな感じ」と、さまざまな意見が集まり、「麹による味わいの違いを学べました」と、三浦杜氏。
「手法の違いによる麹の反応については、特に学びが多かったです。たとえば、愛知の関谷醸造さんは、うちのやり方を聞いて『こんなにもやし(種麹)を振るの?』とおっしゃってました。製麹の手法自体が異なるので、同じもやしの量だと麹同士がくっついて団子状になってしまうんです。『うちは麹蓋だからこそ、もやしをしっかり振って麹が柔らかくなってもきれいに仕上がる』というのは、新たな気づきでした」
「まだまだ学ぶこと、試すことはたくさんあります」と、火災を不幸な出来事のままにせずに新しい学びの機会と捉えて、酒造りの可能性を楽しそうに話す三浦杜氏の姿に、よりよいものを追求していく職人としての意気込みを感じました。
新しくなった麹室で、初めての酒造り
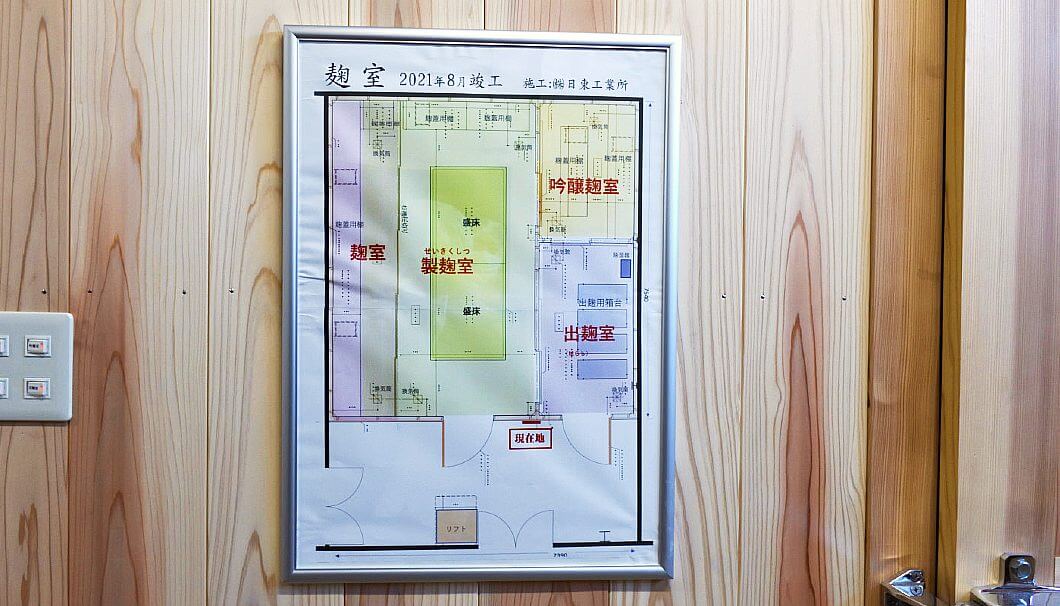
澤田酒造では、2021年9月に新しい麹室が完成し、10月から本格的な仕込みが始まりました。この麹室再建にあたっては、国のフロンティア補助金を活用し、デジタル温度管理など、働き方改革にも繋がる新しい設備が盛り込まれています。

「新しい麹室は換気や導線も考えられていて本当に使いやすいんです。これまでは朝に麹室に来て初めて麹の異常に気づくということがありましたが、新しい麹室では遠隔でもその状況を確認でき、いち早く対応をすることができます。
これまで一部屋だった麹室も4つに分けて、別々に温度管理ができるようにしました。麹の造り分けができるようになったので、これからは、もっとバリエーションのある酒造りができると思います」と、三浦杜氏。
「ただ、完成したばかりの麹室に使われている木材は素のままで良い素材なのですが、匂いがまだ強くて、麹に香りが移らないか心配です」と、不安をのぞかせます。これまで使っていた麹蓋も全て焼けてしまったため、こちらも新たに作り直し、木の匂いを取り除くために煮沸を3回行いました。
麹蓋は、長野県の湯川酒造店から使っていないものを譲り受けることもできました。
「新品の麹蓋は角があって、まだ手になじみにくいですね。長らく蔵人の手になじんだ道具を譲り受けて酒造りができることは本当にありがたいことだったんだと、あらためて感じています」

搾りはこれからの予定ですが、実際に酒を搾ったときに木の香りをどれぐらい含んでいるのかは未知数です。それでも、三浦杜氏は「澤田酒造のお酒としての品質は保ちつつ、麹室の影響も個性ととらえてもいいかな」と話します。
「五方良し」の酒造りを目指して
麹室を再建し、酒造りを再始動した澤田酒造。これから目指していきたい酒造りについて、三浦杜氏は、「不意の事故がきっかけですが、設備の入れ替えで造りの幅が広がり、新しくチャレンジできることが増えました。それでも澤田酒造らしい“濃淳旨口”という味わいの軸をぶらすことなく、さらに進化していくお酒が造りたい」と、希望をもって語ります。

知多半島の豊かな自然や今まで培ってきた木甑や蓋麹などの酒造りの伝統、そして、それらを受け継いできた人たちの想いを、「今まで以上に大切にしたい」と話すのは、澤田社長です。
澤田酒造では、近江商人の「三方良し」にならって、「五方良し(働き手良し、売り手良し、買い手良し、世間良し、自然良し)」を経営理念として掲げてきました。これは、「三方良し」に、「自然」と「働き手」を加えた考え方です。

「たとえば、日本酒を醸すうえで欠かせない仕込み水。このお水が湧き出る山に何かしら手を加えてしまっては、同じ味を守ることができないかもしれません。永続的においしいお酒をお届けし続けるためにも、酒蔵にとって自然を守ることは当然のことです。そして、人。酒蔵で働く人たちの力がなければ、澤田酒造らしい伝統的な酒造りは到底実現することはできません。
酒蔵再建にあたって、私たちに寄り添い支えてくださったみなさまに感謝の気持ちが絶えません。あちこちでその気持ちを伝えるようにはしていますが、まだまだ届けきれていないとも感じています。今後の酒造りを通じて、ご支援くださったみなさまへご恩返しをしていければと思っています」

火災という事故に直面したことで、これまで酒蔵を支えてくれていたファンや同業者の支援を再認識し、新たな力に変えて次世代につなぐ酒造りの道を進む澤田酒造。
知多半島・常滑になくてはならない存在として地元に愛され、「五方良し」の実現に向けて酒造りを取り組む澤田酒造のこれからが楽しみです。
(取材・文:spool/編集:SAKETIMES)


