
華やかな吟醸香に、なめらかで軽快な飲み口。キリッと引き締まった後味で、日常の食卓でも気軽に楽しめる大吟醸酒。全国のスーパーで売上ナンバーワン(※)を誇る「大吟醸 北秋田」は、秋田県の老舗蔵・北鹿で造られています。
連載第1回では、「大吟醸 北秋田」が約20年前に誕生してから、売上ナンバーワンを獲得するまでの軌跡を紹介しました。"リーズナブルで手に取りやすい大吟醸酒"という新しい市場を開拓した秘訣は、なんといっても、その高い品質にあります。
今回は、そんな高品質の商品を安定して届けてきた北鹿の酒造りに迫ります。シーズン真っ只中の3月上旬、北鹿のある秋田県大館市を訪れました。
※ KSP-POSの清酒カテゴリーにおける720ml瓶商品の2017年データより
地元に愛される、大館市の銘酒
2018年は、例年にない大雪に見舞われた秋田県。大館市も例外ではありません。取材当日は風雪が強く吹きつけ、厳しい寒さでした。

秋田県の北部に位置する大館市は、名物・きりたんぽ鍋に欠かせない比内地鶏の発祥で、秋田杉を使った"曲げわっぱ"など、伝統工芸も盛んです。かつては、尾去沢鉱山をはじめとする日本有数の鉱山があったため、大勢の鉱夫が集まっていたようで、昔から日本酒の消費量が多かったのだとか。
昭和19年(1944年)、国の企業整備令によって、造り酒屋21業者8工場が合併し、北鹿が誕生しました。その後、昭和46年(1971年)に製造場がひとつに統合され、それぞれの酒蔵から結集した技術の粋が、今の酒造りに引き継がれています。
北国の寒冷な気候を活かして、10月から6月まで、三季醸造を行なっています。当面は2万石を目標に、毎年増石しているそうです。蔵人として製造に従事しているのは約30人。秋田流の生酛仕込みで造る普通酒から、鑑評会に出品するための大吟醸酒まで、バラエティ豊かな商品を造っています。
市内の居酒屋を訪れると、必ずと言っていいほど、北鹿のラインアップが並んでいます。地元にしっかりと根を張って、地域の人から愛されている様子でした。
機械化できること、できないこと
蔵の中へ入ると、ひんやりと澄んだ空気が漂っています。室温は約マイナス2℃。製造部門の責任者である小松原智昭さんに案内していただきました。
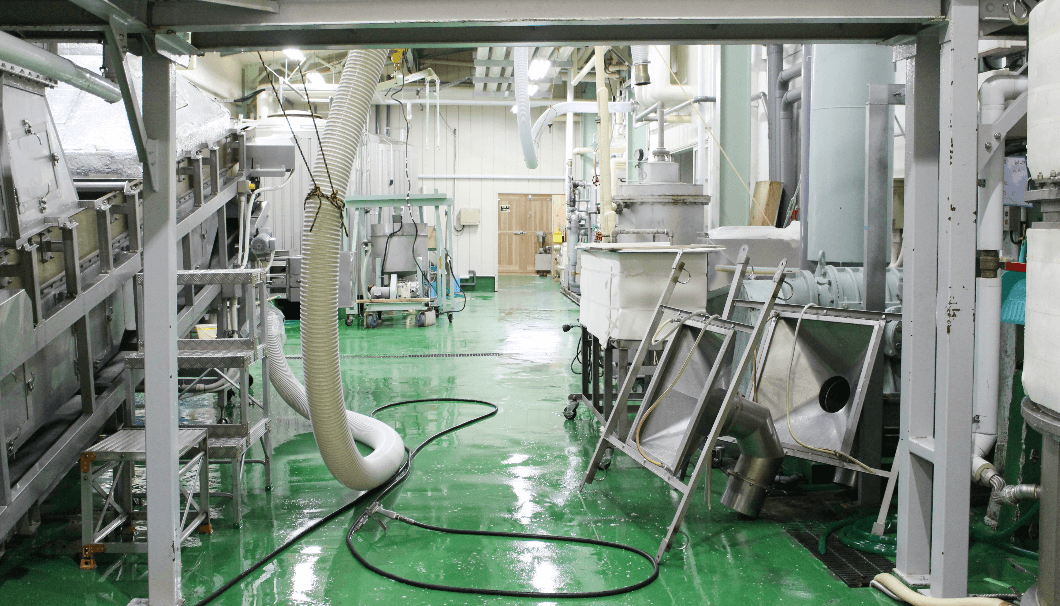
昔ながらの酒蔵ではなく、最新の機器が並ぶ、清潔感のある醸造場というイメージです。高い品質の商品を大型の仕込みで造ることができるように、5年前に設備を一新したのだそう。
「製麹はすべて手作業だったので、かなりの重労働でした。回転円盤式の製麹機を6台導入したので、蔵人の負担はかなり軽減されましたね。また、麹造りにおいては温度管理が大事です。以前は泊まり込みの作業でしたが、品温を自動で管理できるシステムに切り替えました」

機械化や自動化を進めることで、酒質への影響はないのでしょうか。小松原さんは、むしろ良い方向に改善されていると話します。
「人の手が入らなくなったことで、雑菌による汚染の心配が少なくなりました。麹室では、室温がおよそ35℃というサウナ状態で作業しているため、蔵人は汗ダラダラ。それは、いくら注意をしていたとしても、不衛生と感じられてしまう場合もあります。酒造りにおいて、一番雑菌を持ち込むのは人間なんです。
また、大型の仕込みになると、人の手だけではどうしても負担が大きくなってしまい、品質にもバラつきが出やすくなってしまいます。だからこそ、誰が作業しても一定の品質を維持できる状態にすることは、北鹿全体の品質向上に必要だと思っています」
しかし、どれだけ機械化しても、人間の感覚によるチェックだけは省略できないのだそう。

浸漬を終えた酒米
「たとえば、酒造りにおいては、米の浸漬がとても重要です。ここが上手くいかないと、以降の工程に大きな影響が出てしまいます。米が水を吸うと、中心だけが透明でまわりが白くなっていきます。その中心部分を"目玉"と呼んでいて、白い部分が輪になって、真ん中だけが透明になったところで浸漬をやめます。わずかな変化を直接目で見ながら、タイマーを使って浸漬の時間を決めていくんです。次の日、蒸しあがった米を触ったり噛んだりしながら硬さを判断して、その結果をまた次の日にフィードバックします。感覚を頼りに、最適な状態にしていきます」
長年積み重ねてきた職人としての確かな感覚がなければ、ただやみくもに機械化を進めても、意味がないのかもしれません。
「大吟醸 北秋田」のこだわり
北鹿へ入社して23年目という小松原さん。「大吟醸 北秋田」の造りが始まったのは、入社5年目の時でした。それまで少量ずつ仕込んでいた大吟醸酒を大型の仕込みでやろうという話に、最初は不安があったそうです。

「最初の1,2年目は、個人的に満足できるものが造れませんでした。他のメーカーさんの造りを勉強したり、新しい設備を取り入れたりしながら、品質を上げていきました」
小松原さんは、現在はマネージャーとして製造部門を統括する立場ですが、長い間、現場で「大吟醸 北秋田」を造り続けてきた人物。そのこだわりを伺いました。

「基本的なコンセプトとして、"大吟醸酒だけど、晩酌でも飲みやすい"、"リーズナブルで手に取りやすい"ことを目指しています。意識しているのは、麹造りです。北鹿で造っている他の大吟醸酒は、スッキリとしたきれいな味わいを目指して、突き破精(つきはぜ)型で麹米を目指します。一方で、普通酒などは、味をどっしりとさせるために総破精(そうはぜ)型で造るんです。『大吟醸 北秋田』は、突き破精と総破精のちょうど中間くらいを目指しています」
香りが華やかでスッキリとした飲み口でありながら、旨味のある味わいを目指すための麹造り。麹米の破精具合を見定めるときにも、人間の感覚が活かされているのだそう。
「うちは完全な機械化でもないし、完全な手造りでもありません。まかせられる部分は機械を入れて効率化を図り、人の手が必要な工程は手作業。人間の感覚も大事にしているんです」
鑑評会に出品するための大吟醸酒などは、完全に手造りで行なうそうで、機械に頼っていては養えない感覚や技術を継承し、磨き続けることも怠りません。手造りで培った感覚を機械化した酒造りに活かしていくという、良い循環ができていました。
常識にとらわれず進化する「大吟醸 北秋田」
いつも変わらない美味しさを提供してくれる「大吟醸 北秋田」。スッキリと飲みやすく、かつ旨味があるお酒を追い求めて、毎年少しずつ進化を遂げています。
たとえば、誕生当時はすべて山田錦を使っていましたが、数年前からは山田錦だけでなく、秋田の酒米「秋田酒こまち」なども取り入れています。
米の配合を変えたことで飲み口がより良くなり、白ワインのような味わいと評されることもあるほど酒質がアップしました。それからさらにファンが増えて、売上も伸びていったそうです。
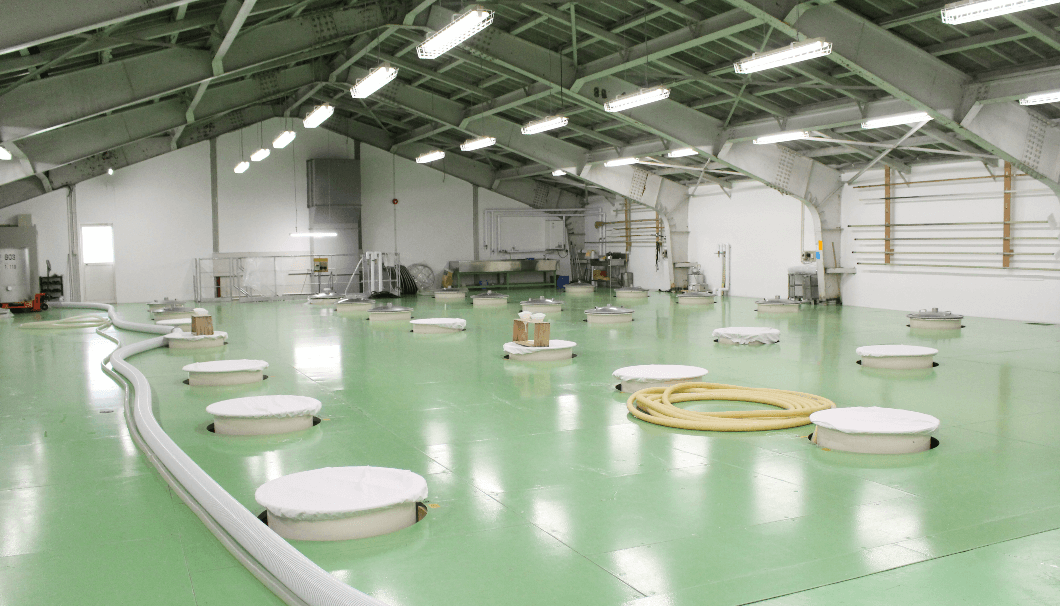
36本のタンクが並ぶ仕込み室には、リンゴやバナナなどのフルーツに例えられるような、新酒の心地良い香りが漂っています。この香りのベースとなる酵母も、毎年異なるものを試しながら、より良い組み合わせを試行錯誤しているのだとか。
「同じ『北秋田』でも、毎年3〜4種類の酵母を使っています。最近の日本酒をみていると、香りはそこまで強くなく、やや甘味のあるタイプが好まれています。たとえば、従来から使っている協会9号酵母だけでは、どうしても辛口になってしまうんです。他の酵母と9号酵母で造ったものをタンク単位でブレンドして、理想の味に調整していきます」
マーケットのニーズに合わせて、香りや味わいを細かいレベルで変化させる「大吟醸 北秋田」。"リーズナブルで手に取りやすい大吟醸酒"というコンセプトを大事にしつつも、高い柔軟性をもっていることが、売上ナンバーワンを誇る秘訣なのでしょう。
「『こういう酒にしなきゃいけない』という強い縛りはないですね。固定観念にとらわれず、こだわりすぎないところが、『大吟醸 北秋田』なのかもしれません」

多くの人に愛される"リーズナブルで美味い酒"を造ることは、決して簡単なことではありません。北鹿は、長年の経験で洗練された感覚をベースとしながら、最新の設備によって効率化を図ることで、新しい市場を切り拓いてきました。それでも現状に満足せず、時代に合わせた品質向上を目指し、日々の酒造りに取り組んでいます。
これからさらに、どのような進化を見せてくれるのか。酒処・秋田の看板を背負う北鹿の飽くなき探究は続きます。
(取材・文/橋村望)
sponsored by 株式会社北鹿


