長野県佐久地方にある13軒の酒蔵の後継者たちが共同で美酒を造るプロジェクト「SAKU13(サク・サーティーン)」第5シーズンのお酒ができあがりました。
昨年から北部・中部・南部の3グループに分かれて、より密度の濃い共同醸造に取り組んでいる「SAKU13」。新体制第一弾の昨年は北部の5蔵が共同で、そして第二弾の今年は中部の4蔵が力を合わせて美酒造りに挑みました。
佐久・中部の4蔵は、高難易度の酵母にチャレンジ

2019年、「SAKU13」にとって第5シーズンとなる酒造りに参加したのは、土屋酒造店、伴野酒造、芙蓉酒造、戸塚酒造店。いずれも佐久市中部に位置する4蔵です。
造りの現場となった土屋酒造店にメンバーが集まり、今年度の「SAKU13」のコンセプトについて話し合ったそう。土屋酒造店の蔵元社長の土屋聡さんは振り返ってこう話します。
「今回は何をテーマにしようか考え、佐久市内に有機JAS制度で認証された米があることに目をつけました。その農家に長野県が近年開発して、今後が期待されている酒米『山恵錦(さんけいにしき)』を作ってもらうことにしたのです。その有機米を原料に、リンゴ酸を多く生成する長野県酵母(P43-14)を使って、13度の低アルコール原酒のお酒を造ることに挑戦しました」
P43-14酵母は、リンゴ酸の爽やかな酸味で、夏向けのフレッシュな味わいになるということで、長野県内の他の酒蔵も使うところが増えていますが、難点は発酵力の弱さ。
酒蔵の指導にあたっている長野県工業技術総合センターに打診してみると、「真冬の寒い時期の醸造にはお勧めできない」と難色を示されてしまったのだそうです。それでも使いたいと訴え、なんとかP43-14酵母を採用することができました。長野県工業技術総合センターからは「醪の温度の経過を高めにして、慎重に管理するように」アドバイスを受けました。
しかしながら、実際に仕込みを始めると、想定以上に初めから酵母が元気だったそうです。
土屋酒造店の杜氏である鈴木俊二さんは、醪のアルコール度数を小数点以下第二位まで計測できる分析器を持っている伴野酒造に、仕込み3日目から日参しました。そうして酵母の動きをにらみながら、追い水(水の追加投入)や温度の調整をしたそうです。
「理論的ではなく、感覚的な話ですが、有機の酒米だと酵母の活動がより健全になる気がします。だから、発酵力などを心配せずに、もっと酵母を追い込んでやればよかったかなと思っています」と、土屋さんは振り返ります。
伴野酒造の蔵元杜氏の伴野貴之さんも「難しい酵母を選んで苦労しましたね」と感想を漏らしていました。
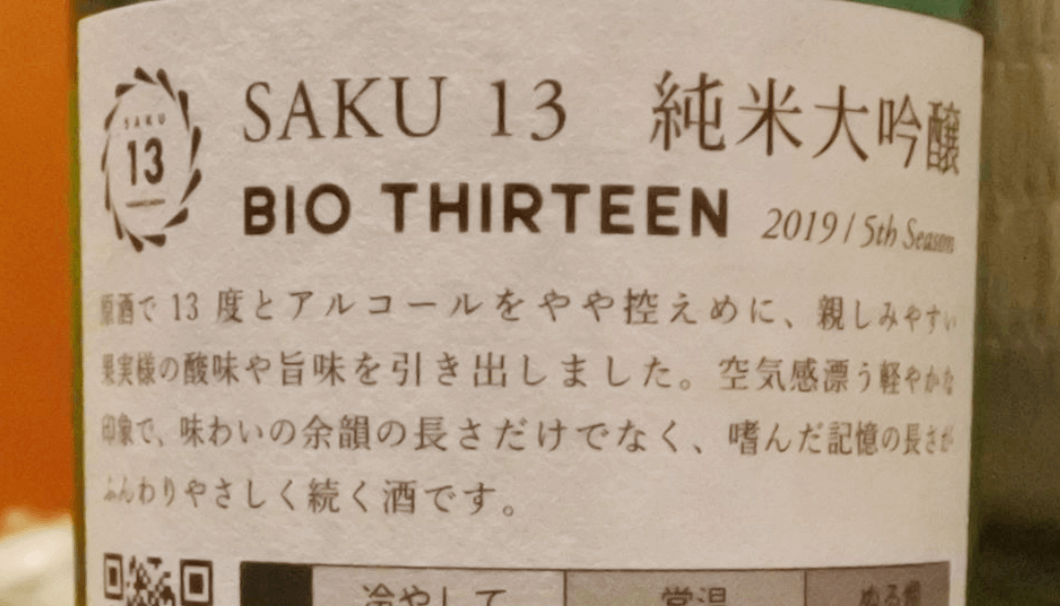
できあがったお酒は、最初は甘さが足りないかなと感じたものの、活き活きとした酸味とのバランスがよく、爽やかな白ワインのような仕上がりになりました。
第5シーズンの「SAKU13」は、いよいよ世界へ
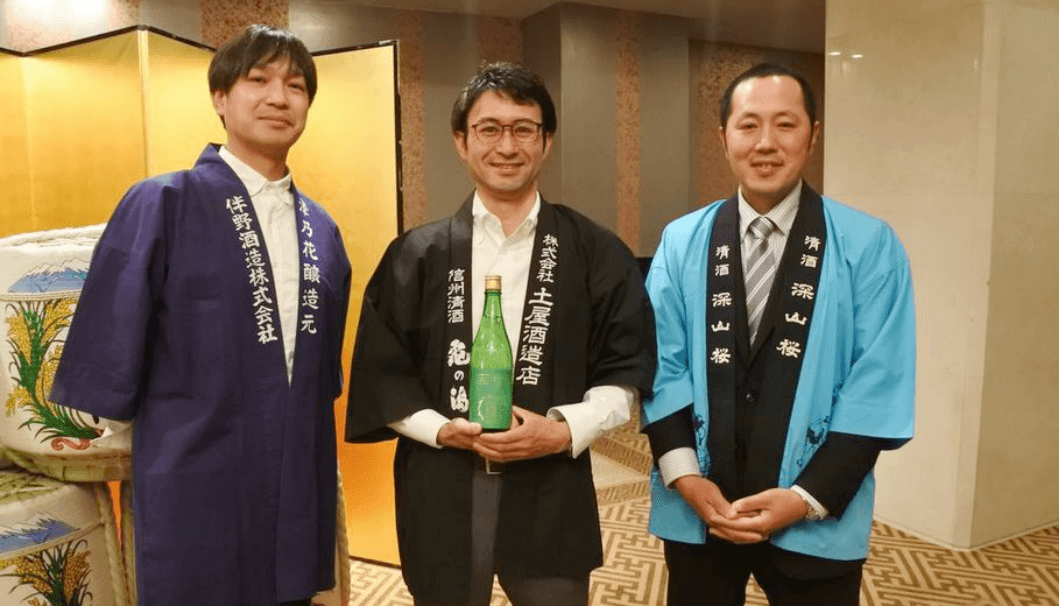
左から、伴野酒造 蔵元杜氏・伴野貴之さん、土屋酒造店 蔵元・土屋聡さん、長野県酒造組合 佐久支部代表・荻原深さん
「SAKU13」を企画しているのは、長野県酒造組合佐久支部の若葉会です。佐久若葉会・代表の荻原深さんは、今回の酒造りについてこう振り返ります。
「過去4回は蔵元と杜氏が同じ人だったので、気楽な側面もあったのですが、今回は初めて社員杜氏が担当しました。蔵元たちが考えるお酒をきちんと造らなければならないというプレッシャーは相当なものだったと想像します。それを乗り越えて美味しいお酒ができあがって本当に良かったです」と話しています。
毎年、新たなコンセプトを設定してチャレンジを続けている「SAKU13」。5thシーズンの「SAKU13」は輸出の話も進んでいて、長野県・佐久地方の酒が世界に羽ばたく日も近いそうです。
(取材・文/空太郎)


