2019年現在、日本酒を醸す酒蔵は全国に約1,500あると言われています。しかしその一方で、平成に入ってからの30年間で廃業した蔵は、800にも上ります。それぞれの酒蔵に、それぞれの"おらがまちの酒"があったことでしょう。
「時代の変化が激しい今だからこそ、現存するすべての酒蔵に足を運び、そこにある酒と思いを、みなさんに、そして未来に届けたい」という思いから、「日本酒を醸す全ての蔵をめぐる旅」が始まりました。
今回は、福島県の酒蔵をめぐる旅の第2弾。白河市と西白河郡で酒造りを続ける5つの蔵の、苦難を乗り越えながらも酒造りを続ける姿勢を追いました。
「次の100年へ」─ 有賀醸造合資会社(白河市)

福島県中通りの南部に位置する白河盆地。白河丘陵、那須連邦、八溝山などの山々に囲まれ、阿武隈川の源流が走る自然豊かなエリアです。
江戸時代、白河の一部地域は越後高田藩の飛び領地で、ここに陣屋が構えられ栄えていたそう。その陣屋の裏手で酒造りを始めたのが有賀醸造です。

有賀醸造の蔵元で杜氏の有賀裕二郎さん
有賀醸造の杜氏は、蔵元の有賀裕二郎さん。35歳の若手杜氏です。もともと蔵に戻る気はまったくなかったという裕二郎さんは、2011年の9月に東北大学の博士課程を中退して蔵に戻りました。
その大きな決断のきっかけは、東日本大震災。「生きるか死ぬかの状況に陥ったとき、実用化に何年もかかってしまう研究より、今できることをやりたい」と、考え方が大きく変わったといいます。
蔵に戻ることを決めてからは、公設試験研究機関の「福島県ハイテクプラザ」や「福島県清酒アカデミー 職業能力開発校」で研修を積み、翌年から杜氏として造りを仕切ることに。もともと有賀醸造は、普通酒とマッコリをメインに造っている蔵でしたが、地域の歴史にちなんだ「陣屋」ブランドをリニューアルし、よりていねいな小仕込みでの醸造を開始します。

酒造りの経験も少なく、蔵にとっても全く新しい試みが続いたとのことで、当時の辛労が目に浮かびます。それでも、データの採取や活用などに研究者としての経験が活かされ、理論立てて酒造りをしていく中で酒質を伸ばしていきます。
しかし、徐々に追い風が吹き始めたかと思った矢先、経験豊富な蔵人が2015年に離脱し、造りの経験者が裕二郎さんのみになってしまいます。ほぼすべての工程を自身でこなすことになり、それは大変な苦労だったようです。
しかしながら、そのとき醸した酒を出品した「SAKE COMPETITION 2016」ではGOLDを受賞。「信じられなかった」という一方で、「酒造りの方向性は間違ってなかったのかな。苦労した分、喜びもありました」と感慨深そうに話してくれました。
最近は首都圏でも人気があり、勢いが増している有賀醸造。2024年には創業250年を迎えます。
「次の100年、ここを引き継いでくれる人たちにとって、どういったものがあるといいか。今、自分たちができることはなにか。ということをテーマにやっていきたい」と、裕二郎さんは未来を見据えます。
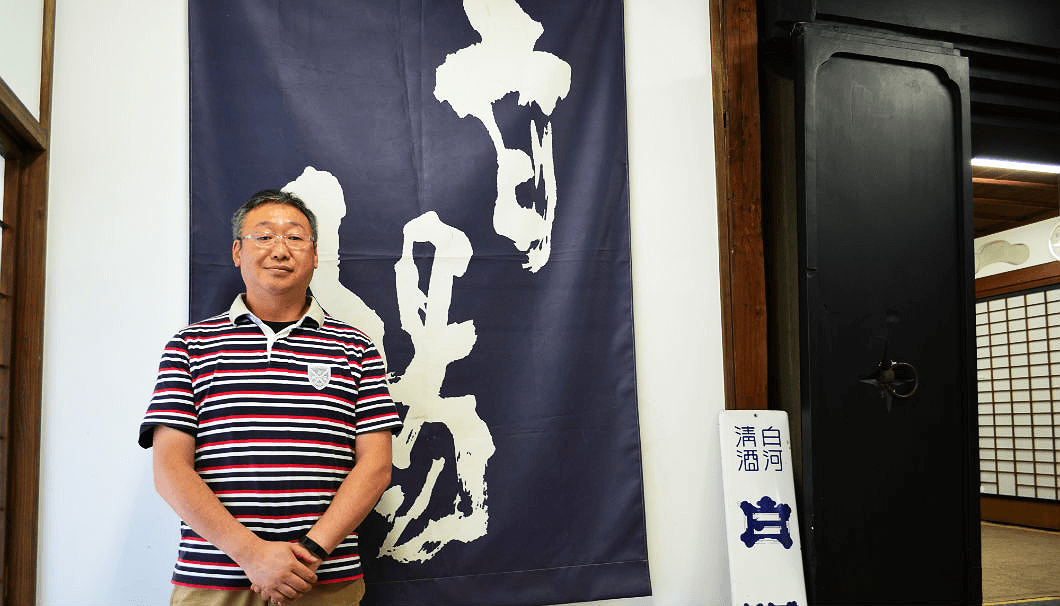
「笑顔とともにある思い」─ 千駒酒造(白河市)
白河の中心地、白河小峰城址からほど近いところに千駒酒造があります。「千駒」の名は、かつての白河地方で盛んであった馬市に由来するのだとか。

千駒酒造 櫻井社長(写真左)と菊地杜氏
「千駒」を醸す杜氏は、地元出身で、農家でもある菊地忠治さん。職人気質な一面も持ちつつも、笑顔を絶やさないベテランの杜氏です。30年ほど前に、知人の紹介で蔵に勤めるようになったそうで、「酒は飲むものと思っていたから嫌だった」と笑いながら話してくれました。
もともとは、ビン詰めや営業を担当していた菊地さん。造りに携わるようになったのは、約18年前のことでした。
酒造り直前に蔵人さんが辞めたことをきっかけに、「(当時の)杜氏さんに、おめえ長いんだから蔵に入れー、今日から泊まれー、と言われて。それから今日まで至ります」と、終始笑いながら話します。

その後、酒造りの腕を磨き、9年ほど前から造りの責任者である杜氏になりました。
当初はものすごいプレッシャーがあったそうで、「杜氏という仕事は孤独だなあというのが最初の印象です。失敗できない思いが常に頭にあり、酒造りの1から10まですべてをこなす。その代わり、初めて搾ったお酒を口にしたときには感動がありました」と懐かしむように振り返ります。
震災のあった2011年の秋には、米が手に入らなかったそう。言わずもがな、米は酒造りに必要不可欠なもの。各方面に頼み込んで回ったといいますが、なかなか手に入りません。そんな中、偶然が重なり、北海道深川市の酒米を譲ってもらえることになりました。
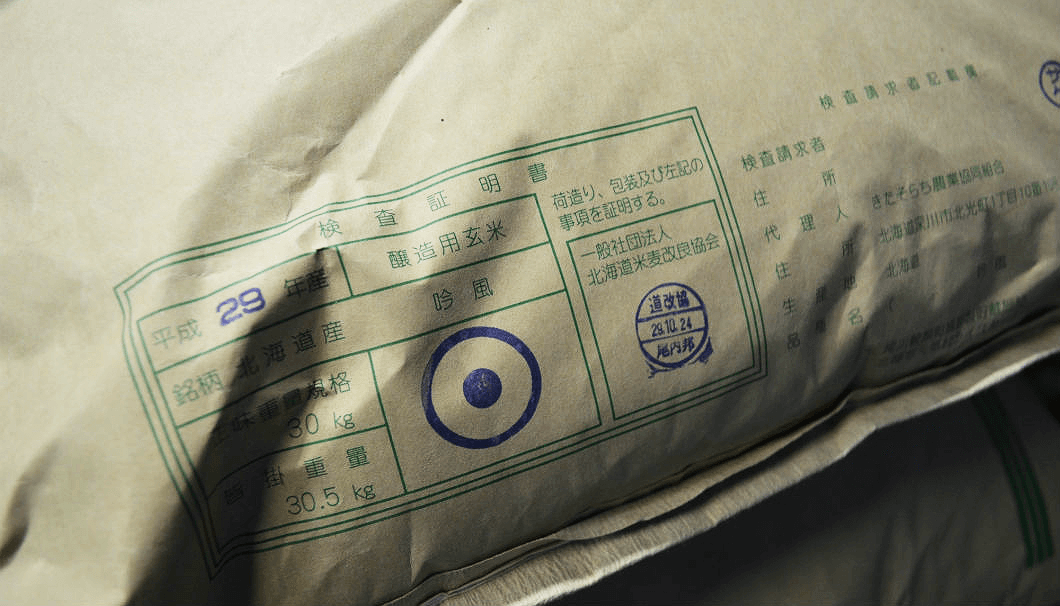
そんなご縁もあってか、酒米の供給が安定してきた現在でも、千駒酒造では北海道産米を使った酒造りに力を入れています。
櫻井社長は「あのときの恩があるし、なにより米が良いんです」と、深い感謝を述べつつ、当時のことを振り返ってくれました。
もうひとつ、こだわりの酒米があります。それは杜氏自身がつくる米。菊地杜氏は、酒造りのない夏場に五百万石という酒米をつくっています。自分が育てた米で酒を造れることに、大きな喜びと誇りがある一方、「お客さんに喜んでもらえれば、それで良い」と笑顔で語ります。
「酒造りを続けるということ」─ 大谷忠吉本店(白河市)

千駒酒造から白河小峰城址へ向かう途中に、「白陽」を醸す大谷忠吉本店があります。
大谷忠吉本店 蔵元の大谷浩男さん
大谷忠吉本店の蔵元である大谷浩男さんは父親の急逝に伴い、24年ほど前に25歳の若さで社長として蔵に戻りました。翌年、造りを手伝って覚えようとしていた矢先に、造りの責任者であったベテランの杜氏が急遽亡くなってしまいます。
造りが始まる直前であったため、お米の手配もしていたといいます。「真っ白になった」と当時を振り返ります。
後戻りできない中、迷いもあったようですが「イチかバチかだけど、やってみるべ」と自らが杜氏となり酒造りを開始します。福島県ハイテクプラザの先生や周囲の酒蔵、地域の方々に支えられながらのはじめての造り。「やるしかないので。無我夢中だった」と、大谷さん。
翌年、県の鑑評会に大吟醸酒を出品したところ、いきなり金賞を受賞します。「クセやこだわりがない分、良かったのかもしれません」と大谷さんは話しますが、その後、5年連続で金賞受賞の快挙を成し遂げます。
しかし、「順位ではなく、個性を楽しむ酒を造りたい」と、5度目の受賞を最後に出品用の酒造りを辞めてしまいます。そこには、地域で求められている酒と出品酒との間にギャップを感じ、支えてくれた地元の飲み手が満足するものをあらためて造りたいとの思いがあったようです。

現在の大谷忠吉本店の酒造りは、10年ほど前から白河出身の若い兄弟、大木英伸さんと裕史さんが担っています。数年前にはふたりがプロデュースした新銘柄「登龍」が誕生し、「毎年進化している」と大谷さんは嬉しそうに話します。
大谷さんのお話で印象に残っているのは「蔵を大きくするな」という言葉。これは代々受け継がれてきた家訓とのこと。「140年近く続く蔵が、140年後にも同じような規模で白河に残っていることを目指したい」と続けて話します。
長く続けること、地元と共存していくことを、何よりも大切にしている大谷忠吉本店らしい家訓だと感じました。
「目指すは、ちょっと美味しい日本酒」─ 白河銘醸(西郷村)

JR白河駅から西へ車で10分ほど。西白河郡西郷村には、福島きっての大きな酒蔵、白河銘醸があります。もともとは白河地域の6つの蔵元の共同瓶詰所としてはじまったとのこと。東北でも5本の指に入るほどの製造量を誇る酒蔵です。蔵元の大谷五一郎さんにお話をうかがいました。

白河銘醸 蔵元の大谷五一郎さん
白河銘醸の造る日本酒はパックのものも多く、安酒と揶揄されることも多々あるとのこと。しかし、五一郎さんは「高級酒ばかりでは、買える人たちのシェアの奪い合いになってしまいますから」と、その安さに誇りを持っていました。
日本酒を飲む人を増やしたいとの思いから、スーパーなどで手軽に購入できる低価格で、ちょっと美味しい日本酒を目指しているそうです。
その思いは商品にも反映されています。白河銘醸の中で、製造量が最も多い主力商品「会津磐梯山 米だけの酒」は、普通酒でありながら醸造用アルコールは無添加。そのため、低価格ながら、米ならではのコクを出せているようです。

白河銘醸 杜氏の柴原隆さん
時代の流れに伴って、特定名称酒も増やしていくようですが、今後も「安くて、ちょっと美味しい」ことを大事にして、造りを続けていくとのことでした。
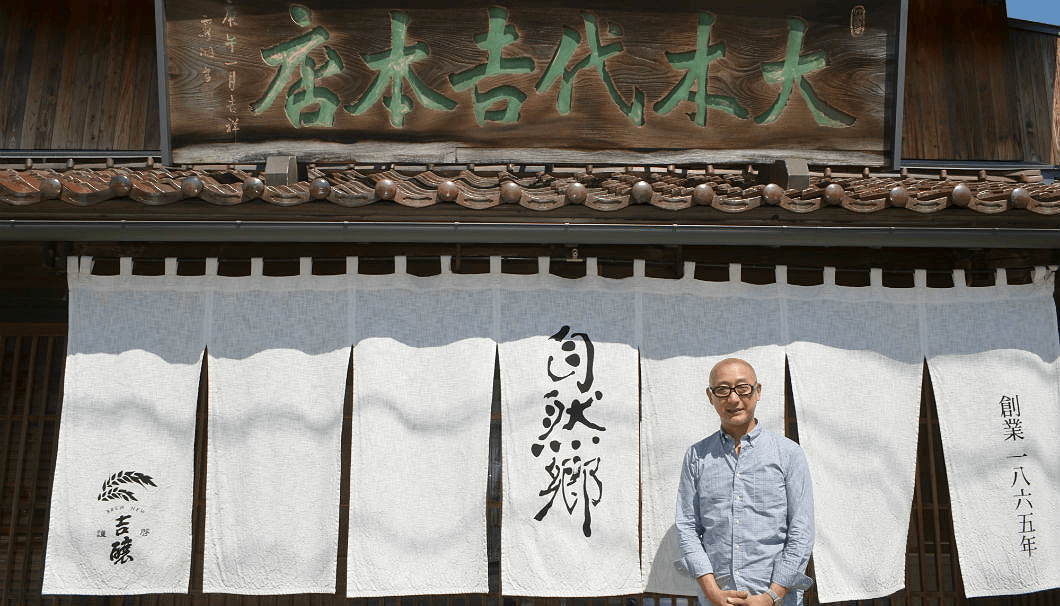
「苦難を乗り越えた先に」─ 大木代吉本店(矢吹町)
白河盆地の北部にある自然豊かな小さな町、矢吹町。そこに建つ、風格がありつつもスタイリッシュな一軒の酒蔵が「自然郷」や「楽器正宗」を醸す大木代吉本店です。
江戸時代から続く歴史ある酒蔵ですが、建屋と酒の味は、ここ数年で大きく変わったといいます。
転機となったのは東日本大震災。もともと沼地の多い矢吹町は、震度6弱を観測し、内陸で大きな被害を受けた場所のひとつです。大木代吉本店の多くの建屋も半壊や全壊等の被害を受け、すべての復旧までは4年以上もの歳月がかかりました。
大木代吉本店の蔵元であり杜氏の大木雄太さん
震災後の2年間は、持ちこたえた建屋の中で、ヘルメットを被りながら酒造りをしたそうです。そう苦笑しながら教えてくれたのは、蔵元であり杜氏の大木雄太さん。当時は再建のための資金繰りも厳しく、原発の問題もあり、経営的にも心情的にも苦しい状況だったとのこと。
そんな中でも、「酒造りを辞めようと思ったことは一度もなかった。この土地で生まれて、この土地で育ってますから」と振り返り、「酒を通して、福島が安全であることを証明していけばいいと思っていた」と続けます。

大木代吉本店の特徴のひとつは、先代から続く米への強い思い。いちはやくから、無農薬米を使った酒造りに取り組んできました。いまでも県内の農家と直接の栽培契約をしているものが多く、自社田での米作りも行っています。
「農家の気持ちや、米作りの大変さがわかる」と雄太さんは話し、その大切な米で理想の酒を目指します。
蔵を再建するにあたっては、多くの酒蔵を訪問して動線や設備などを参考にし、造りについても一層学ばれたとのこと。また、大きな苦難を乗り越えたことで、女性蔵人を含めた蔵人たちのチームワークや技能が向上してくるなど、次第に歯車が噛み合い始めます。

その甲斐もあってか、「SAKE COMPETITION 2017」では、はせがわ酒店賞を獲得。今までの努力が実り、人気に火が付きはじめます。雄太さんは、酒の味を追い求める理由を「飲んでくれる人たちの笑顔が見たいから」と話してくれました。
さまざまな困難を乗り越えてきた福島県白河地域の5つの酒蔵。今後も、地元や飲み手を思いながら、この地で酒を造り続けていきます。
(旅・文/立川哲之)