2019年現在、日本酒を醸す酒蔵は全国に約1,500あると言われています。しかしその一方で、平成に入ってからの30年間で廃業した蔵は、800にも上ります。それぞれの酒蔵に、それぞれの"おらがまちの酒"があったことでしょう。
「時代の変化が激しい今だからこそ、現存するすべての酒蔵に足を運び、そこにある酒と思いを、みなさんに、そして未来に届けたい」という思いから、「日本酒を醸す全ての蔵をめぐる旅」が始まりました。
福島県の酒蔵をめぐる旅の7つめの記事は、会津地方の北部に位置する「蔵のまち」喜多方の5つの酒蔵。常に歩む足を止めず、前へ進んでいく蔵の姿勢を追いました。
「父から娘へ、次世代へ繋いでく」 ― 喜多の華酒造場(喜多方市)
「蔵のまち」と称されるほど、蔵造りの建屋が多い喜多方。その数は、現存しているものでも数千もあると言われています。
そんな喜多方の町なかの南方に、「喜多の華」や「蔵太鼓」を醸す喜多の華酒造場があります。2019年に創業100周年を迎えた酒蔵です。「酒塾」と大きく書かれている暖簾が印象的です。

現在、喜多の華酒造場の製造責任者を務めるのは、3人娘の長女・星里英さん。里英さんが喜多方に戻ったのは、2013年のことでした。里英さんの父親で社長の敬志さんは、ご子息が3人とも女性なので誰にも跡を継がせずに自分の代で蔵を畳もうと考えていました。そのため蔵に新しい設備も入れることはなかったそうです。

社長の娘で製造責任者の星 里英さん
しかし、東京農業大学短期大学部を卒業した里英さんが、蔵に戻る決意を固めたため、ここ数年は製造設備の改良に力を入れています。設備改良と同時に、里英さんは福島県清酒アカデミーを卒業し、酒造りの知見を深めていきました。
その甲斐もあってか、里英さんが蔵に戻ってから「雑味が少なく、きれいな酒質になった」と評価されることが増えたとのこと。実際この数年の間に、県内外で新たな「喜多の華」ファンが増えているように感じます。

暖簾の「酒塾」という言葉についてたずねると、酒造りの体験や酒蔵見学について積極的に受け入れてきたことに由来しているそうです。3代目蔵元・星敬志社長は「酒造りをより深く知ってもらいたい」という思いが強く、「来たときよりも、酒を語りたくなるように」と酒蔵見学に長年力を入れてきました。酒蔵に訪れた方をていねいにおもてなす。その姿勢からか、往年のファンの方も多くいるそうです。
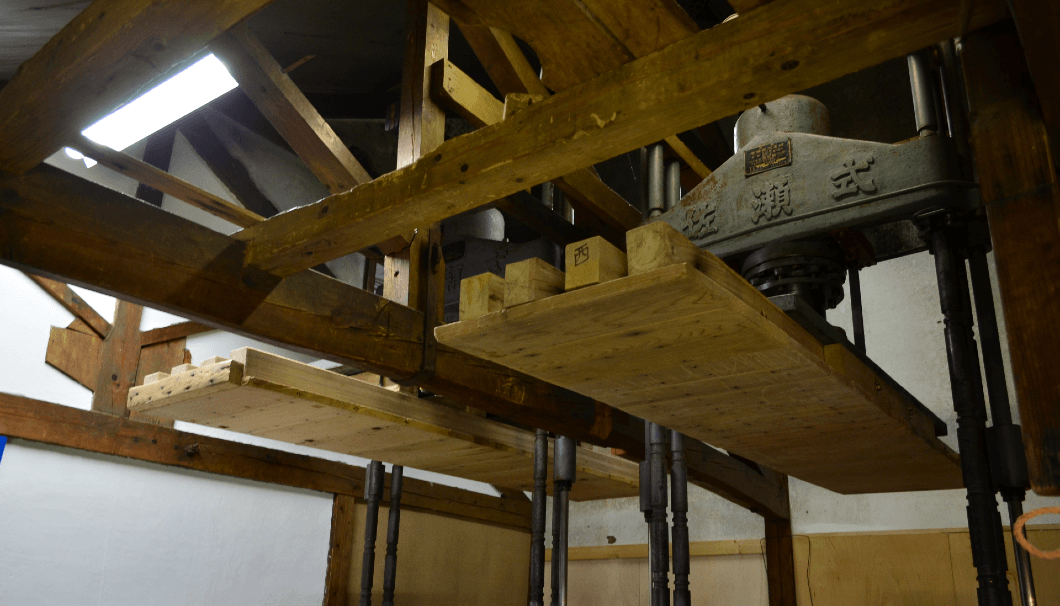
蔵の中には伝統的な道具が並ぶ
昨年、創業100周年を迎えた喜多の華酒造場。里英さんは「これまで蔵が続いてきたことがありがたい。だからこそ、これからも続けていくための土壌をつくり、次の人がやりたいと思えるように」と話します。
3代目の敬志さんから継承される心と、4代目の里英さんが造っていく新しい日本酒によって、ますます喜多の華ファンが増えていくのだろうと感じる訪問でした。
「自分たちができる最大限のことを」 ― 笹正宗酒造(喜多方市)
喜多方の中心地より北部に少し離れ、ゆったりとした時間の流れる上三宮町(かみさんみやまち)に、立派な門の奥に蔵を構える笹正宗酒造はあります。蔵の中は、静かで趣ある雰囲気が広がっており、200年を超える歴史を感じます。

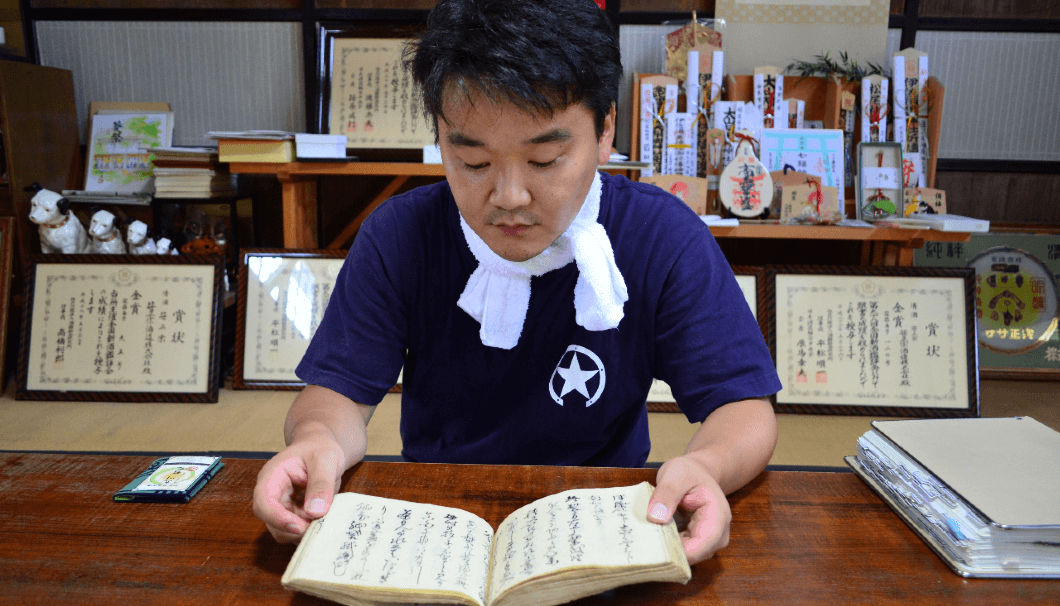
蔵を案内してくれたのは、蔵元の8代目であり杜氏の岩田悠二郎さん。33歳の若社長です。2012年に蔵に戻ってきたころ、経営は火の車でした。
今までのやり方に疑問をもっていた悠二郎さんは、酒造りも経営も自ら背負って立つことを決めました。首都圏で売れている酒蔵を分析し、日本酒の味や売り方も参考に、自分の蔵でできる最大限のことを今まで続けてきたといいます。
蔵元杜氏の岩田悠二郎さん
地道に努力を重ね、ここ数年ではさまざまな鑑評会や品評会で高い評価を得るようになりました。
このことについてたずねると、悠二郎さんの口からは意外な言葉が出てきました。「良くはなっているけど、まだまだ。常に、もっとできるなと思っています。1本も満足していないですよ、今も全然」。そう語る口ぶりからは、果てしなく高い理想を目指して酒造りをしていることを感じます。
そんな笹正宗酒造では、3つの「ささまさむね」を造っています。漢字の「笹正宗」、カタカナの「ササ正宗」、ひらがなの「ささまさむね」です。

「笹正宗」は、いままでの味わいを継いでいくことを意識し、地元の方を主に考えて造っている日本酒。「ササ正宗」は、フルーツのような香りが高い大吟醸系統の味わいです。そして、悠二郎さんが新しく造った銘柄「ささまさむね」。こちらは、香りのバランスを意識し、味わいは時流を意識したきれいな酒質になっています。
いずれの銘柄も全体的に甘めに仕上がっているのが、笹正宗酒造のお酒の特徴です。
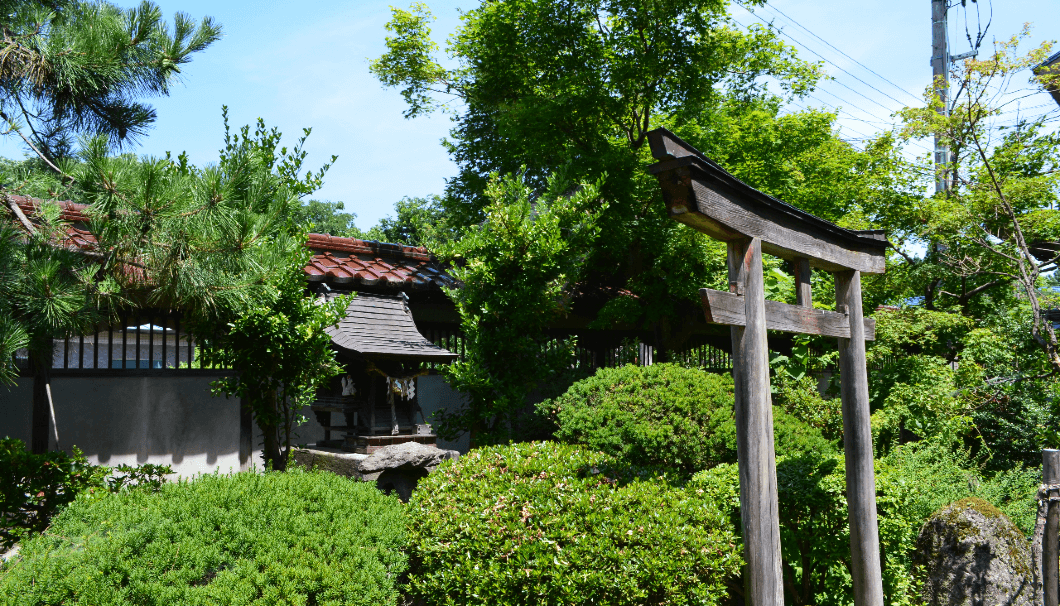
蔵の庭の一画にある鳥居と祠(ほこら)
蔵の位置する上三宮町は、「喜多方の中心部に比べて、平均気温が2度も低く、米と水も良いエリア」と悠二郎さん。そのため、酒造りにはとても適した土地なんだそうです。しかしながら、過疎化が進んでいることに、大きな危機感をお持ちでした。
悠二郎さんは、酒造りを続けていくことで「農家や町に良いことをしていきたい」と話します。飽くなき探求心で、これからも地域を担い、盛り上げていかれることが期待されます。
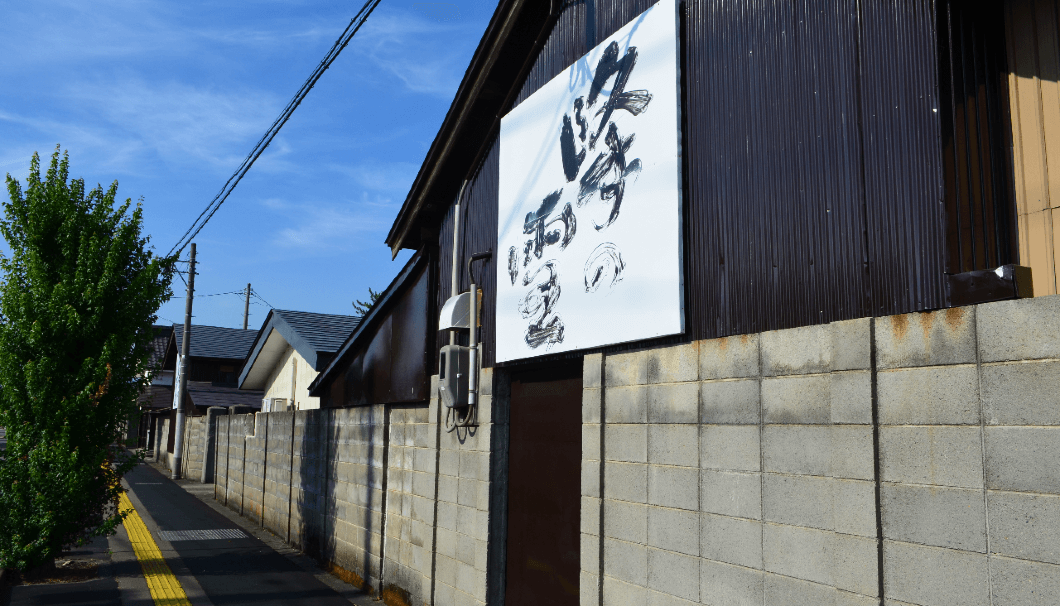
「胸をはって出荷できる酒を造る」― 峰の雪酒造場(喜多方市)
喜多方の市街地を北側へ歩いていると、「峰の雪」という大きな看板を掲げている酒蔵があります。日本酒「大和屋善内」を中心に、ハチミツから造られるお酒「ミード」も製造している峰の雪酒造場です。
そんな峰の雪酒造場を引っ張るのは、柔和で朗らかな杜氏の佐藤健信さん。蔵元の息子さんで、30歳になる2009年に新潟の蔵での修行を終え、蔵に帰ってきました。
健信さんが帰ってきた当時、峰の雪酒造場で造られる日本酒は、安さが売りの普通酒が95%を占めていたといいます。ミードはある程度話題になっていたものの、「酒蔵としてしっかり日本酒を造っていきたい」という健信さんの思いから、純米酒など特定名称酒に力を入れていくことになりました。

杜氏の佐藤健信さん
そうして、2012年、健信さんが中心となって造った日本酒「大和屋善内」ができあがります。
しかしながら、最初は全く上手くいきませんでした。1年目の造りでは、甘酸っぱいインパクトのある酒を造ろうとしたものの、発酵が甘く、出て欲しくない香りがでてしまい売れ残ってしまいました。酒蔵としてほとんど特定名称酒を造っていなかったこともあり、その後も苦難の連続だったようです。

そんな中、自己満足に過ぎないのではないかと自信をなくしていた健信さんは、とある酒屋の店主に酔った勢いで悩みをぶつけました。すると帰ってきたのが次の言葉。健信さんは、この言葉を今でも覚えています。
「出すまではなんぼ悩んだっていいんだよ。ただ、出荷した限りは悩むなよ」
胸を張って出荷できる酒を造ろうと、試行錯誤を繰り返し、さまざまな壁を乗り越えてきました。その結果、2016年にはSAKE COMPETITIONやIWC(インターナショナル・ワイン・チャレンジ)で受賞を果たし、徐々に知名度を上げていきました。
健信さんは「大和屋善内」の目指す味わいを、「やさしい甘さと香りがあって、キレがよい酒」と話します。

もうひとつ重きを置いているのは、地元に愛される酒を造ること。というのも、健信さんが帰ってくるまで主力商品だった普通酒は、ほとんどを県外に出荷していました。「地元のことを無視していたんです」と苦笑いしながら当時を振り返ります。
それまでの酒造りを根本から見直し、喜多方で酒造りをすることの意義を考えた結果、喜多方や会津の米を使い、土地を意識した酒造りをしている峰の雪酒造場。「喜多方の人に、一番うまいと思われる酒を目指している」と健信さんは意気込みます。
「酒を造るというのは、不安とのつきあい」 - ほまれ酒造(喜多方市)
2015年、ワイン界のアカデミー賞といわれるIWC(インターナショナル・ワイン・チャレンジ)のSAKE部門で、最高位のチャンピオン・サケに選ばれた純米大吟醸酒を造った酒蔵が、ほまれ酒造です。

ほまれ酒造の酒造りを引っ張っているのが、45年のキャリアを持つ中島一郎杜氏。大学卒業後、すぐにほまれ酒造に入社した生え抜きの杜氏で、お会いすると威厳を感じる一方、冗談もほのめかすなど気さくで大らかな方です。
もともと、価格の安い普通酒ばかりを造っていたほまれ酒造でしたが、20数年前あたりから、高級酒を造るようにシフトチェンジしてきました。ちょうどその時期は、中島さんが下積みを終えて杜氏になったころでした。酒蔵が大きく変わるタイミングで杜氏になったため、さまざまな困難もあったようです。
20年以上杜氏を務める中島一郎さん
中島杜氏はこんなエピソードを教えてくれました。杜氏になったばかりのある日、蔵元からある難題を突き付けられます。それは「高精白の米を使って品質を高める一方で、今までと同じ量で仕込んで欲しい」というもの。当時は、一回に数十トンという量の米を使うため、高精白米での仕込みに適していませんでした。
蔵人たちからは「無理ではないか」との声が上がる一方、中島杜氏は「断るのは簡単、でも、やれって言われたということは、やるためにいろんなことをやっていいってこと」と頭を切り替え、乗り越える策を考え始めたそうです。そうして試行錯誤の結果、洗米や浸漬などの仕組みを変更し、蔵元の難題に応えていきました。
20年あまり前に生み出したこの仕組みは、今の造りにも活きているといいます。中島杜氏は「酒を造るというのは、不安とのつきあい。良い酒を造るためには、リスクに近づくことが必要」と話します。

一線を超えたらダメになるギリギリのところで勝負することは、不安が多く、大変なことが多いものです。しかし、キメの細かい良い酒を造るには、そのチャレンジが必要。およそ45年のキャリアを積んできた今でも、酒造り期間中に眠れなくなることはよくあるというから驚きです。

そんな中島杜氏は、これからの酒造りについて、「”極み”がどこにあるかわからないけど、”極み”と思えるところにいってみたい。まあ、無理だろうな。でも、リタイアするまでは前に進んでいかないと」と語ります。
世界一の称号を手にしてもなお、前に進もうとする杜氏の姿勢こそが、ほまれ酒造でおいしい酒が造られ続けている理由なのだと実感しました。
「本質に立ち返った循環型の酒造り」 - 大和川酒造店(喜多方市)
2015年の国連サミットでSDGs(Sustainable Development Goals、持続可能な開発目標)が掲げられて以降、日本でもサステナブルという言葉が広く使われるようになりました。
そんな中、以前からサステナブルな社会へ向けて、先端を走り続けている酒蔵が喜多方にあります。「弥右衛門」を代表銘柄とする大和川酒造店。2020年で創業230年を迎える老舗酒蔵です。

大和川酒造店の酒造りのポリシーは、「地の米、地の水、地の技術」を使うこと。業界の中で先駆けとして、2007年に農業事業を行う「大和川ファーム」を立ち上げ、自社田で酒米の栽培をしてきました。今では酒造りに使用する米の7割ほどを自社田で賄っています。
また、寒冷地での栽培は難しいと言われる酒米の王様「山田錦」を10年以上栽培しています。全国新酒鑑評会では金賞常連の大和川酒造店ですが、自社栽培の山田錦で出品していることも驚きです。

清潔に整理されている蔵の中
原料の自給だけに留まらず、2013年には現会長の佐藤彌右衛門さんが、再生可能エネルギーを取り扱う会津電力株式会社を立ち上げ、エネルギーの自給も開始しました。「地のエネルギー」を自ら造り出す酒蔵は前代未聞です。また、自社精米で生じる米ぬかや搾ったあとにできる酒粕を肥料や飼料へ転用し、より効率的に実用化する研究も進めています。
そんな大和川酒造店を引っ張るのは、会長・彌右衛門さんのご長男で専務の雅一さんと、弟で杜氏の哲野さんの兄弟。彌右衛門さんと、元杜氏の社長・和典さんも兄弟なので、2代続けて兄弟で切り盛りする大変珍しい酒蔵です。

兄で専務の佐藤雅一さんと、弟で杜氏の哲野さん
専務の雅一さんは、ここまで地元のものにこだわる理由を次のように語ります。
「地元で採れたお米で、地元の原料を使って、酒を造るということが酒屋の本筋だと思う。江戸時代のころなんかは、地元の米しか使っていなかった。酒造りには、そもそもの成り立ちがあると思うんです。その土地の米を食べて、その土地で造られた酒を飲んでというのが、喜多方に住んでいる人たちにとって一番いいのかなと考えています」
こうした想いで造られる日本酒「弥右衛門」は、派手さはないもののキレがよく、食卓を邪魔せず寄り添ってくれるような存在です。
大和川酒造店では、自らの造る酒を「郷酒(さとざけ)」と呼んでいます。その呼び名からは、世の中にサステナブルという言葉が流行る以前より、自然と地域に寄り添いながら酒を醸してきた姿勢がうかがえます。

蔵の屋根には太陽光発電パネルが設置
2020年4月末には、新型コロナウイルス感染症の拡大に伴う消毒液の不足を受け、代用品となる高濃度エタノール製品「YAMATOGAWA66」を発売し、喜多方市への寄贈も行いました。
雅一専務は、今後の展望について、「より一層、循環型の酒造りをしていきたい。豊かな自然に活かされているわけですから、自然に感謝をしながら、酒造りをする。そして地元の方に還元する。そういうのを大事にしていきたいなと」と話します。
喜多方を旅すると、時代に対応するだけでなく、あくまでも先を見据え、本質を追い求める酒蔵の姿を垣間見ることができました。
(旅・文/立川哲之)
※こちらの記事は、2018年に取材したものをベースに作成しています


