かつて、船に揺られて江戸へやってきた"灘の下り酒"が一世を風靡していたことは、酒好きには有名な話でしょう。当時はまだ一升瓶が存在していなかったため、店先までは樽に入れて酒を運び、店でお客さんが持ってきた「通い徳利」に注いで売っていたようです。
現代では酒を造ったらその場で瓶詰めし、段ボールに入れて、店に並べて、お客さんは瓶のまま家に運びます。海外に輸出する場合でも、瓶に詰めてしまえば船や飛行機で輸送することができます。しかし、瓶詰め後に移動させるのがたいへんなこともあるのです。
タンクごと移動可能!?酒の移出にはタンクローリーを使うことも

そんなときは、タンクごと酒を移動させることもあります。写真のタンクはステンレス製。1つ当たり、清酒が1,000リットル入るサイズです。

10,000リットルほど入るような大きな据え付けのタンクで仕込みをするときは、中に入れる酒の量が少ないと空隙が多く、酒と空気の触れる面積が大きくなってしまうため、劣化が早くなってしまいます。
そんなときは、小さなタンクに移して小分け保存。このタンクはフォークリフトで簡単に移動できるだけでなく、積み重ねることも可能なので、そのまま冷蔵倉庫に持っていくことができるのです。
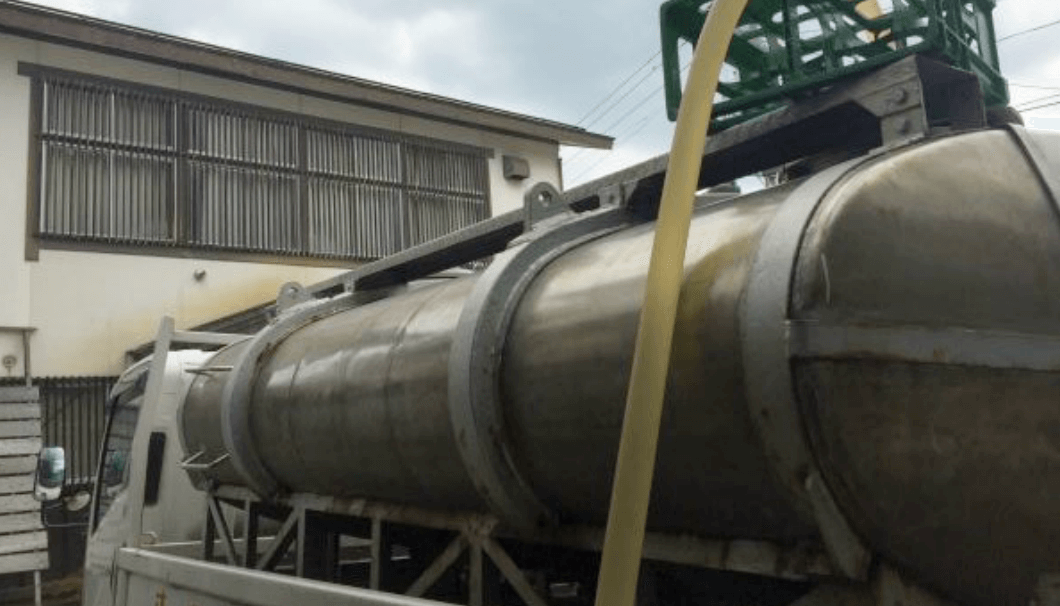
規模の大きな清酒メーカーの多くは、タンクローリーを持っています。写真のトラックは、最大でおおよそ3,000リットルを一度に運ぶことができます。タンクの中はいくつかに仕切られているので、異なる種類の酒を同時に入れることも可能なんですよ。
また、このタンクローリーは酒を運ぶ以外にもさまざまな用途があります。離れた井戸から仕込み水を汲んでくることもあれば、災害時に飲料水を運ぶのにも活躍。東日本大震災の時に、各地の酒蔵のタンクローリーが水を運んでいた光景を覚えている方もいるかもしれません。
しかし、そもそも酒類は瓶や紙パックに詰めてから移動することが多いもの。タンクローリーが日本酒を運んでいるところを見ることができたら、かなりラッキーでしょう。
どうして酒を移動する必要があるのか?

では、どうして酒を移動する必要があるのでしょうか。造ったその場所で瓶に詰めてしまえばいいじゃないか!と思う方もいるかもしれませんが、すべてがそうとは限りません。
たとえば、酒蔵が統廃合する際に、複数ある酒蔵のうちひとつを共同瓶詰工場として残すことがあります。いくつかの蔵にある瓶詰設備と人材をひとつに統合することで効率化を図るのです。残った蔵は瓶詰作業をする必要がなくなるため、製造に集中することができます。
他にも、瓶詰設備が離れた場所にあるという場合や、瓶詰作業を別の飲料メーカーに委託しているという場合もあります。設備が隣接していればパイプラインで運べますが、離れている場合は酒をタンクローリーなどで運ぶ必要があるのです。また製造場が狭く、酒を置いておく場所がないというケースもあるでしょう。
小売店での販売や鑑評会への出品などの名目で清酒を蔵から持ち出すときは通常、酒税がかかるのですが、瓶詰めなどのために持ち出す際は条件付きで酒税が免除されます。この移出を「未納税移出」と呼びます。これは、他の蔵に「桶売り」という形で清酒を運ぶ際にも適用されます。
他の蔵に酒を移出する目的
![]()
![]()
「桶売り」という言葉は、仕込んだ酒をその桶のまま、他の蔵に売っていたことが由来になっています。仕込容器ごと酒を購入した蔵は、その酒をそのまま出荷することもあれば、自分の蔵で造った酒やさらに他の酒とブレンドして、自社ラベルを付けて売ることもあります。専門的には「OEM(Original Equipment Manufacturer)」や「委託製造」と呼ばれています。なぜそんなことをしているのでしょうか。そこには、さまざまな理由があります。
たとえば、酒が想定以上に売れて製造ラインがまわらなくなったことによる委託だったり、設備の縮小で瓶詰めできなくなった分を他蔵へ移出したり、逆に自社製品だけでは持て余してしまう瓶詰設備を活用するために他蔵の酒を購入して詰めたり、設備が被災したために一部の銘柄を親交のある酒蔵に造ってもらったりと、実にさまざまな事情があるのです。

生産を委託した側は、自社ブランドの生産に集中することができ、省力化になります。受託した側は、全量を買い取ってもらえるのであれば、販売コストを省くことができます。また、委託の際に大手酒蔵から技術指導を受けることで、造りがレベルアップすることもあります。しかし移出をすると、造った日本酒に自社の名前を付けられないので、ブランドとしてのうまみはありません。
また一方で、自社と他社の酒を混ぜて販売することは良いのか悪いのかという議論もあります。
変わらぬ味わいを守るための「ブレンド」
実際、同じ酒蔵が造った日本酒でも、ブレンドの対象になる場合があります。同じ製造場のタンクや仕込みの順番が異なるものや、醸造年度(BY)の違うものがブレンドされるのです。
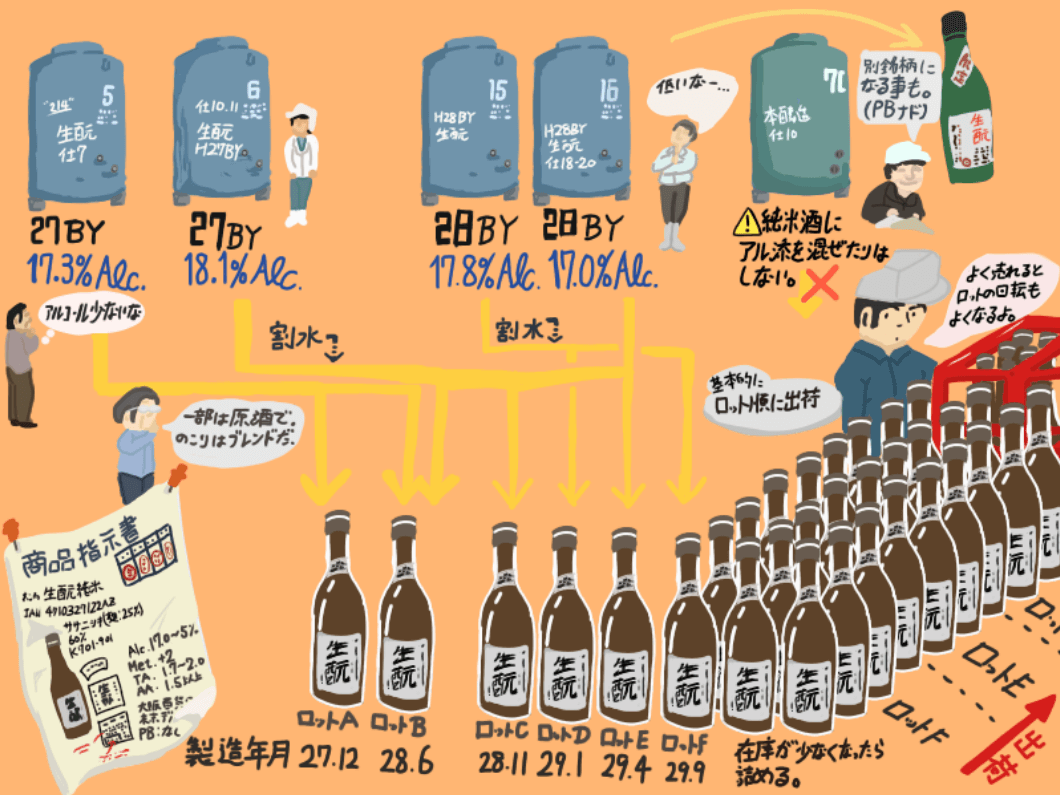
これは、日本酒を造ることの難しさに起因しています。同品種の米、種麹、酵母を使っても、同じ酒はできません。醪の温度・湿度、吸水具合、作業をするタイミングひとつで酒の香りも成分も異なってきます。同じ品種の米といっても、地方ごと、集落ごと、農家ごと、田んぼごと、さらには同じ田んぼ内の位置でも違いが生まれてきます。
養蜂箱とハチミツのような関係とも言えるでしょう。いろいろな巣箱のハチミツを混ぜてまとめて瓶詰めするのと同じことです。いつも同じ酒質を造ることができる再現性こそ、杜氏の腕の見せどころなのですが、それでも出てしまうタンクごとの差はブレンドで埋めるのがベターです。
また、同じ銘柄を通年で売っている場合は、昨年と今年の酒を切り替える際に、昨年の熟成感と今年のフレッシュさや渋味が調和するようにブレンドをすることも。ブレンドのおかげで、長年変わらない味を実現することができているんですね。一方で、冬らしい新酒や秋らしい熟成感のある商品を売りたい場合は、「期間限定」などの札が付いた季節限定商品として流通させています。
もちろん通年商品であってもブレンドを是とせず、差を個性と捉え、瓶の裏に但し書きをした上で味の違いを承諾してもらう蔵もあります。酒ごとに成分が違うなら裏ラベルも変えなくてはなりませんし、以前買ったときと味が大きく違えば、小売店などで商品を扱う人には手間をかけるでしょう。しかし、差のある状態こそがありのままの姿とも言えそうです。
ブレンドは、銘柄の味を一定に保つために行われています。他社から買ってきたものを混ぜてでも保ちたい酒質があるならば、それもまた誰かに愛されている逸品なのかもしれません。
酒を移出した蔵も生半可な気持ちで製造したわけではなく、それを買った蔵も相応の気持ちを持って扱うことは間違いないでしょう。
そのお酒のルーツを知るためには
「とは言うものの、信頼ならん!」という方は、ラベルの表示をよく見ることで、酒の素性がわかる場合もあります。
まずは「生一本(きいっぽん)」。これは、単一の酒蔵で醸造から瓶詰出荷までが行われた純米酒にのみ付けられる証です。
次に産地呼称や地理的表示(GI)がヒントになるでしょう。石川県の「白山菊酒」や地理的表示「山形」が代表ですね。これらは、その地域で造られた日本酒に対してのみ与えられる呼称です。つまり、他地域からの移入がないことを示しています。厳しい基準で管理されているので、この表示はかなり信頼できそうです。有機JAS認証など、公的機関や各種団体の認証制度をクリアした日本酒も多くあります。こちらも参考になりそうですね。
今日もどこかの蔵からどこかの消費者に向かって、日本酒は旅をしています。
(文・イラスト/リンゴの魔術師)


