1999年の大ブレーク以来、高い人気を維持し、今なお入手が困難な人気酒のひとつである福島県・廣木酒造本店の「飛露喜」。
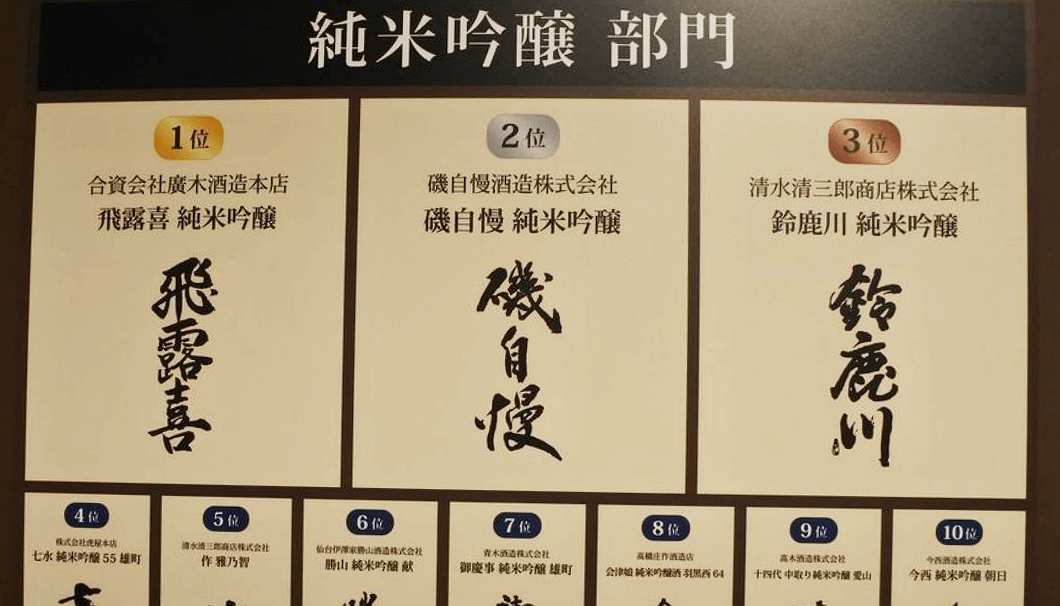
市販酒のナンバーワンを決める「SAKE COMPETITION」では、2012年の第一回で純米酒部門1位に輝いて以来、繰り返し10位以内に入賞している銘柄です。2019年は純米吟醸酒部門で1位を獲得しました。
常に日本酒業界のトップランナーとして走り続ける、「飛露喜」の酒造りに迫ります。
蔵の危機を救った「無濾過生原酒」
江戸中期創業で200年の歴史を誇る廣木酒造本店。現在の蔵元杜氏である廣木健司さんが9代目を継いだのは1997年のことです。1994年に修行先から蔵に戻ってきた廣木さんは、長年赤字続きで先細りが続く蔵の経営状況を目の当たりにしました。
蔵の内情を教わりながら、建て直しに向けて模索を始めようとした矢先の1997年に、先代が58歳の若さで急逝。廣木さんは廃業を覚悟したそうですが、その翌年に廣木酒造本店の苦境がテレビで全国放送されます。
それを偶然見ていた都内の有力酒販店の店主が「応援するからうまい酒を造れ」と、廣木さんに連絡をくれました。さっそく、当時人気のあった新潟のお酒を意識して造った酒を送ることに。しかし、「この味では勝負できない。新潟の実力蔵の真似をしても意味がない」と一刀両断されてしまいます。
翌年の1999年、いくつか造った酒の中から、廣木さんが一番納得した無濾過生原酒を酒販店に送ったところ、「これを売ってみるから送ってほしい」との返答がありました。
すると、そのお酒はあっという間に評判を呼び、追加注文が止まらない事態に。さらに、噂を聞きつけた全国の地酒販売店からも注文が入り、用意した2,000本のお酒が完売しました。
廣木酒造本店 蔵元杜氏の廣木健司さん
これが「飛露喜」の大ブレークのはじまりです。
「当時、無濾過生原酒を看板にする酒蔵はありませんでした。だから、"生まれたばかり(搾ったばかり)の初々しい生酒"は、『飛露喜』のキャッチフレーズになったんです」と、廣木さんは振り返ります。
生酒から火入れ酒へ
翌年以降も造れば売れる状態で、うれしい悲鳴が続きます。しかし、販売量が増え、販売期間も伸びていくにつれて、廣木さんは考え込むようになりました。
「生酒だから酒販店の冷蔵庫で管理してもらえるとはいえ、やはり時間の経過とともに変質してしまう。香りや味が変質した生ひねの酒は私も苦手。火入れ酒は生酒以上に造り手の実力が出るため、ハードルは高いがやるしかない」
このように考えた廣木さんは、生酒から火入れ酒にシフトすることを決めます。そのためには、品質を大幅に引き上げなくてはなりません。そこで、無濾過生原酒が売れて得た利益をどんどん設備投資に回すことにしたのです。

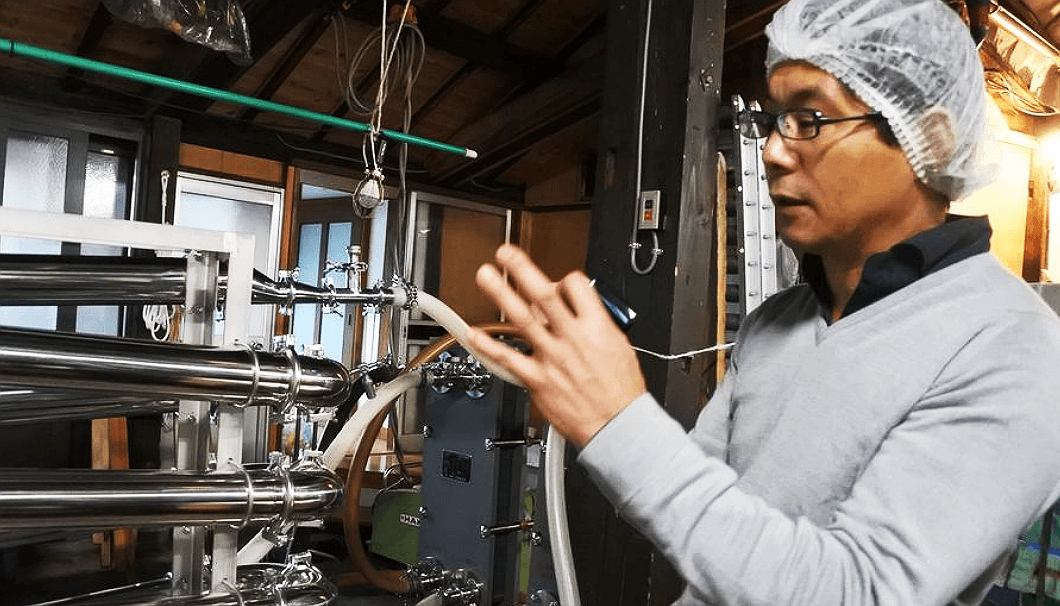
2000年半ばから数年かけて実施した設備投資は多岐に渡ります。その中でも、力を入れたのは原料処理の工程でした。
洗米では、気泡で洗う最新機をいち早く導入。洗った後、わずかに残った糠を除去するためのシャワーがけも自動でできるようにしました。
専用の脱水機で水を切った後は、ストップウォッチを使って限定吸水に移ります。米は12キロごとに小分けして処理。同じ作業を繰り返し、目標に対しての吸水率はコンマ2~3%の差しか出ない体制を整えました。

米を蒸す甑も最新のものに入れ替え、仕込みタンクはすべてサーマルタンクに。火入れ後は冷蔵庫に入れて保管しますが、タンクの増設と冷蔵庫の増設を連動させながら生産量を増やしてきました。醪は袋に入れて積み上げる槽で搾りますが、槽を2台そろえて、理想のタイミングで搾れるようにしています。
「1台でもできないことはないですが、搾りたい日に槽が埋まっていて、仕方なく翌日に搾ることで味が微妙に変わるのを防ぐためです」と、廣木さん。
また、設備投資と並行して、常に最高のお酒を造るために廣木さんはある決断をしました。それは、麹米に使うお米を山田錦に統一することです。
「麹米を山田錦に絞った最初の理由は、いろいろな酒米で麹米を造って、個性あるお酒にするほどの腕がなかったから。ところが、繰り返し造っているうちに山田錦の麹の素晴らしさに魅せられました。弾力性のある手触りがなんとも言えず、思わずうっとりしてしまう。そこで、このまま麹造りは山田錦だけにしようと決めたのです」
掛米は、蔵から20キロ圏内で収穫される五百万石を使用。これにより、地酒を表現することにしています。
「常に変わらない味」にこだわる
酒質を向上させるとともに、廣木さんがこだわったのは再現性です。
「何度飲んでも『飛露喜』の味が変わらないこと」を目標にして、1回の仕込みに使う米の量は1.25トンに統一。甑で蒸す米の量も毎日同じにして、蒸しあがり具合も限りなく同じになるように配慮しています。
「原料処理と蒸しを完璧にすれば、後の工程で修正を加えなくても再現性がぐんと高まります」と、廣木さん。

そして、同じ品質の酒を、一年中出荷し続けるための切り札が「ブレンド」です。
廣木酒造本店は複数の酵母を使っていますが、同じ仕込みタンクで複数の酵母を使うと、酵母同士がせめぎあい、味わいが微妙に変わってしまう恐れがあります。そこで、仕込みごとに単独の酵母を使って酒質を安定させ、搾った後にブレンドすることにしたのです。
たとえば、特別純米酒の場合は、きょうかい9号酵母のお酒を2本、きょうかい10号酵母のお酒を2本造り、その4本をブレンドしてから瓶詰めをしています。
2010年には、造りの改革はほぼ完了しました。無濾過生原酒の出荷期間も圧縮し、火入れ酒の通年出荷へ移行。こうした取り組みから、「『飛露喜』はいつ飲んでも変わらず上質だ」という飲み手からの評判を獲得しています。
このような改善を積み重ねた結果、「飛露喜 特別純米 生詰」が2012年の「SAKE COMPETITION」純米酒部門で1位を獲得したのです。
「市販酒が対象で、審査員のレベルも高くて最も信頼しているコンペティションで頂点に立てたので、自分たちが取り組んできた改革の方向性は間違っていなかったと確信した瞬間でした。受賞して以来、造りの修正はほんのわずかです」

以降、10位以内の常連となり、今年は純米吟醸酒部門でも「飛露喜 純米吟醸」が1位を獲得しました。
「うちのお酒は甘さも香りも純米吟醸酒にしては抑えめなので、1位は難しいと思っていましたから、驚きの結果でした。それでも数多ある美酒の中でトップに立てたのはうれしいですね」と、廣木さんは微笑みながら話してくれました。
"王道の酒"を目指して
この10年、若手蔵元がセンスあふれるお酒を次々と商品化して、話題になることが増えてきました。個性ある甘味や酸味、香りを駆使して人気を博すお酒もどんどん登場しています。そのような市場動向において、「飛露喜」はなにを目指しているのでしょうか。

「数多ある日本酒の基準となる"メートル原器"のような酒です。日本酒の味わいを表現する縦横のマトリックスであれば、ちょうど2本の線が交わるど真ん中をねらってます。味わいとしては、モダンな要素もありつつ、クラシカルな部分を根幹に残したものですね」
甘口でも辛口でもなく、香りも酸味も抑え目で、どんな食事とも相性がよくずっと飽きずに飲める酒。廣木さんが目指すのはわかりやすいぐらい王道の酒でした。
「飲み手が新しいお酒を飲んで味わいのポジションを確認したい時に、『飛露喜』と飲み比べると一番よくわかる、と言われるのが一番の褒め言葉です」と語る廣木さん。酒造りを極め続ける情熱でも、トップレベルだと感じました。
(取材・文/空太郎)


