
日本酒の原料は、米と水と米麹。ですが、これらをタンクに入れて、ただ混ぜ合わせるだけでは日本酒を造ることはできません。日本酒造りでは、最初に少量のタンクで「酒母(しゅぼ)」という日本酒のもとになるものを造ります。「酒母(しゅぼ)」は「酛(もと)」とも呼ばれます。
お酒の良し悪しは、酒母の中にどれだけ優良な酵母を増殖させることができるかでも決まるため、酒母造りは酒造りの基本と考えられています。
この記事では、「生酛(きもと)」「山廃(やまはい)」「速醸(そくじょう)」といった、基本的な「酒母」の製法について紹介します。
酒造りは、酒母造りからはじまる

酒蔵見学に行くと、小さなタンクが並んだ空調設備が整った部屋に案内されることがあります。ここが「酒母」を造る部屋で「酒母室」や「酛場(もとば)」といわれる場所です。
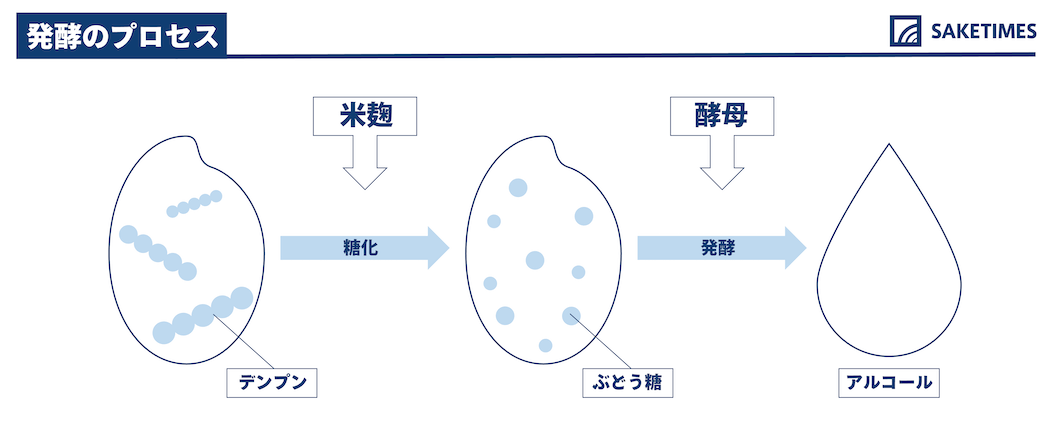
日本酒造りは、米に含まれるデンプンが麹菌の働きによって糖化され、その糖分を酵母菌が分解してアルコール発酵を進めるという2つの反応が、ひとつのタンクのなかで同時並行的に行われます。これを「並行複発酵」と呼びます。
アルコール発酵を進めるためには酵母菌が必要ですが、原料の全量を一気に投入すると、仕込みの際に雑菌繁殖を防止する役割がある乳酸が薄まってしまったり、酵母菌の増殖が間に合わなくなり、酵母以外の他の菌が繁殖する可能性が上がります。
そのため、最初に小容量のタンクで多くの乳酸を含む「酒母」を用意し、酵母菌をあらかじめ増やしておいてアルコール発酵がすすむ環境を整えます。
「酒母」は、「水麹(みずこうじ)」と呼ばれる米麹を湯水に入れてかき混ぜたものに、冷やした蒸米を入れて造ります。最初は少ない量ですが、ここで酵母菌を育てて増やし、大きなタンクで日本酒を造るための基盤になります。
ただ、カビ類や野生酵母菌など、糖分が好きな微生物は数多くいます。酒母を用意するのは酵母菌を増やすことが目的なので、他の微生物が増えないように注意しながら健全な酒母を育てていきます。

酒母には、仕込み用のものよりもかなり小さなタンクを使用します。なぜなら、ある1回の仕込みを想定した場合、通常、仕込みに使用する米・米麹の13~15分の1の量の米・米麹で酒母を造るからです。ただし、酒母で使用する米・米麹の量は、仕込み方によって変わります。
酒蔵の規模や造りたいお酒の総量にもよりますが、速醸系の高温糖化酒母と呼ばれる酒母仕込みの場合、「蒸米60kg・麹米30kg・水150リットル」で酒母を造れば、これで総米重量1,000kgの仕込タンク2本分をまかなえます。
はじめから仕込用の大きなタンクを使って酒母を造ることはできないかと考えてしまいますが、仕込用の大きなタンクは、総米重量1,000kgやそれ以上になると、4,000リットルや7,000リットルといった4畳ワンルームくらいはあるような巨大なものになります。
酒蔵は冬でも室温は5℃前後のため仕込タンクは冷たくなり、酵母菌の発酵がとても遅くなってしまいます。そこで温度管理がとても重要になるのですが、仕込用の大きなタンクにほんの少しだけ入った酒母ではそれが難しいため、温度管理がしやすい小さなタンクで造ることでよい酒母ができることになります。
また、大きいタンクと小さなタンクでは、酒母の表面積も異なってきます。タンクが大きいと表面積も大きく雑菌汚染のリスクも考えられます。
酒母を造らずに一気に1,000kgの米を入れて仕込むことは理論上可能です。しかし、すでにお伝えしたように雑菌繁殖のリスクを考えると従来の設備ではあまり現実的とはいえないのです。
醸造用乳酸を使った「速醸系酒母」
それでは、実際に酒母の仕込みをみていきます。酒造りでよく耳にすることの多い「生酛」「山廃」「速醸」は、この酒母づくりの工程の違いによるものです。

はじめに紹介するのは、醸造用乳酸菌を使った速醸系酒母のひとつである「高温糖化酒母」というタイプです。
その造り方は、甘酒の製法ととても似ています。米麹に55℃ぐらいのお湯を加えると米麹に含まれる酵素(アミラーゼ)が活性化し、米に含まれるデンプンが糖分に変わり、甘酒のような液体ができあがります。酵母菌はこの液体に含まれる糖分を食べながら、アルコールと炭酸ガスをつくり出します。
最初に、酒母用の麹米を造ります。デンプンの糖化を担う麹米は3日間かけて造るのが一般的です。
高温糖化酒母の仕込みでは、デンプンを糖化する酵素の力(酵素力価)が大きいほうがよいので、種麹は多めにして、製麹時間を長くとって酵素力の強い麹米を造ります。麹米には他にもタンパク質を分解するプロテアーゼという酵素を生成し、酵母菌の発酵を助けるビタミンの供給するなど、多くの役割を担っています。

仕込日の朝、水を約60℃まで沸かして酒母タンクに投入し、麹米も入れます。この状態を「水麹」といい、蒸し上がった掛米を受け入れる準備をします。掛け米の量は、麹米1に対し、掛米2くらいが目安です。この時の湯温は高くても低くてもいけません。
釜で掛米を蒸し、酒母室に運んで仕込作業を行います。100℃近く蒸したての米を入れるとタンク内の温度が一気にあがるため、水麹の温度が53~55℃を保つようになるように蒸米を冷ましながら入れていきます。
酒母タンクの温度が40℃を下回ると酵素の働きが弱くなることに加え、雑菌繁殖のリスクが高まり、反対に60℃を超えると酵素が失活してしまいます。そのため、麹菌の酵素が最大限の働きをできるように、そしてよい酒母をつくるために温度は55℃程度に保ちます。
仕込んだらよく混ぜて、温度が下がらないようにタンクを毛布などでくるみ、米の糖化を進めます。
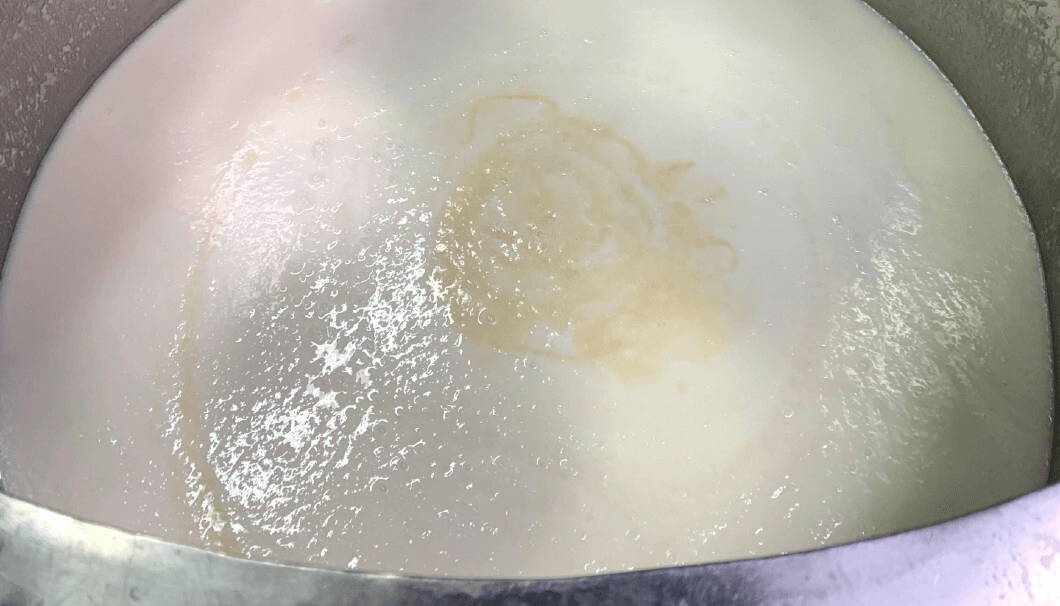
半日後、朝に仕込んだ酒母は水を吸いきりドーム状になり、ところどころ液体が溜まっています。ここから酒母の冷却作業に入ります。50℃程度の酒母に櫂入れをしながら、冷却水を入れたり、タンクの側面に巻いた冷水マットを使ったりして、40℃よりも低い温度に下げていきます。
酒母タンクの温度が40℃に下がったら、醸造用乳酸を入れます。
乳酸を入れるのは酒造りに不要な微生物の繁殖を抑えるため。乳酸の力で酒母タンク内を酸性に保ち、酸に弱い雑菌の侵入を防ぐことができます。40℃以上で乳酸を添加すると、米が塊状になるので要注意です。
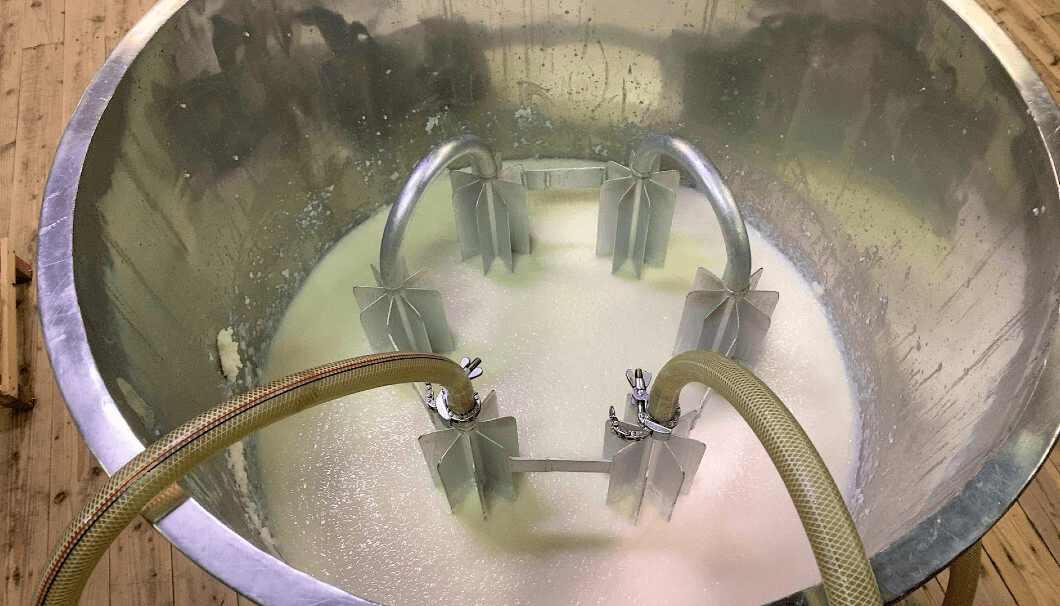
次に「スターフィン」という冷却器を入れて酒母全体をかき混ぜて、タンク内の温度を24℃まで下げていきます。1時間ほど混ぜて目標温度に到達したら、次は清酒酵母菌の投入です。

デンプンの糖化が進んでタンクが糖分でいっぱいになり、酵母菌が死なない温度帯まで温度が下がったら、酵母菌を入れていきます。酵母菌は、醸造協会から購入したものや過去の良好だった醪から抽出したもの、試験場から頒布されたものなどを使います。
醸造協会からの清酒用酵母は、試薬瓶のようなアンプルに入って届きます。他にも試験管の寒天培地に菌が植えられているスラント形式や、酵母菌を氷点下でずっと保存しておけるマイクロバンクを使用しているところもあります。
事前に麹抽出液を用意し、そこで酵母菌を培養して数を増やしてから酒母タンクに入れます。はじめのうちは酵母菌の液はすぐに混ぜずに酒母タンクの表面に浮かべて、酵母菌がさらに増殖するのを待ちます。
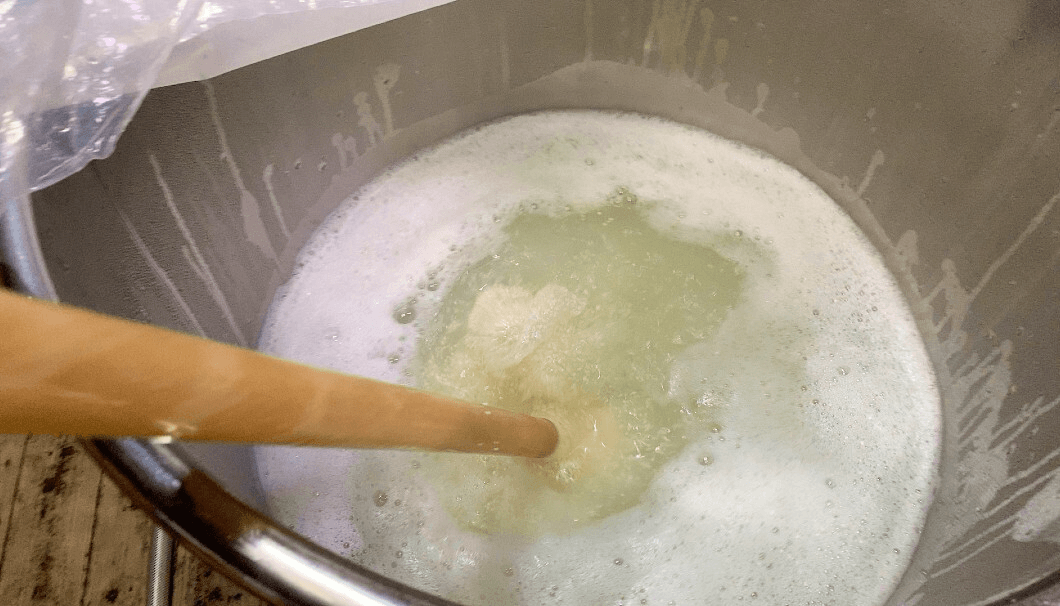
翌日の朝から櫂を入れ、酵母菌を酒母全体になじませながらアルコール発酵を進めます。温度は20℃前後、温度が高いと酵母菌の増殖が進みますが、同時に雑味も増やしてしまいます。
タンクの表面から白い泡が出てくるのは、酵母菌が炭酸ガスを出しながらアルコール発酵を進めている証拠です。この泡の立ち具合が発酵の指標になります。

このとき、見た目だけでなく成分分析も行い、「ボーメ」や「アルコール度」の測定を行います。
ボーメは比重のことで、酒母中のデンプンが分解されて増える糖分が多くなると大きな数値となり、酵母による発酵で増えるアルコールが多くなると小さな数値になります。
そのため、酒母造り中のボーメの数値の変化を測定することで、酒母の育成度合いがわかることになります。また、酒母の育成段階によって酒母の味わいも変わります。
はじめのうちは麹菌の力で甘みが強い(ボーメの数値が高い)ですが、育成とともに甘味が徐々に減少しアルコール感が出てきます(ボーメの数値の減少)。仕込み3日目でボーメ15、日本酒度-150の数値になるように目指します。
麹菌の酵素が低温でじわじわと米を溶かしていき、その糖分を酵母菌が食べてアルコールを造り出していきます。発酵途中の酒母は、普段飲んでいる日本酒と比べるととても甘いです。

酒母の育成中、酒母の表面の様子がどんどん変化していきます。酵母菌が増殖してくると、酵母によっては酒母の表面に泡を形成します。
日ごとにボーメの数値が下がり、アルコール度数が上がって、ボーメ7、アルコール8%程度になったところで冷却の準備を始めます。味見をすると酸味が強いものの甘みもあり、米はすっかり溶けてまるでシェイクのようです。
発酵最盛期を終えると、タンクに巻かれた冷水の通るクーリングロールを使って酒母を冷却します。この作業を「分け」といい、酒母での発酵プロセスが終わり、次に「枯らし」の期間に入ります。
「枯らし」では、酒母を寒い環境におくことで酒母でのアルコール発酵の進みすぎを防いだり、乳酸による酸性、高い糖度、低い温度という雑菌にとってとても厳しい環境にすることで、酒母中の清酒酵母の純度の向上を目指します。
酒母タンクを寒い環境において酵母菌の増えすぎと糖の食いすぎを防ぎ、次の仕込みのタイミングに合わせます。酵母菌は寒いと増殖が止まりますが死んだりはしません。
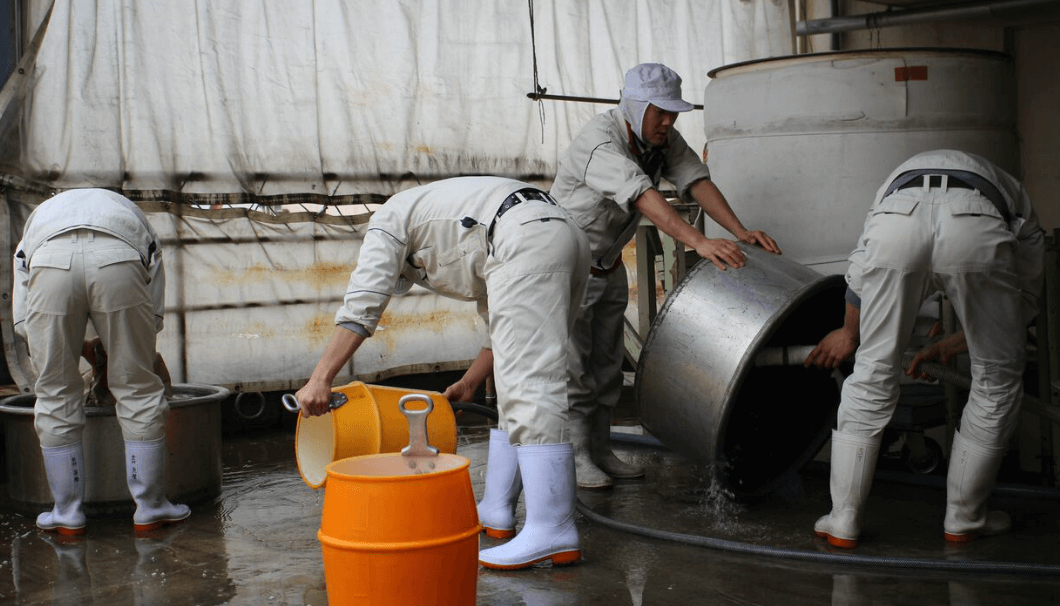
酒母ができたら、大きな仕込タンクか、「添桶(そえおけ)」と呼ばれる中くらいのタンクに移します。上階に酒母室がある場合はホースを使ってそのまま階下に流せば完了です。
そして、大きなタンクに移し替えた酒母に、原料(米・水・米麹)を3回に分けて加えていくことで醪を造り、それを約20~30日程度育成して日本酒を造っていくことになります。
このように酒母造りの行程で健全な酵母の増殖のために必要なのが、「確実な糖化」と「酸・pH管理での防菌」といえるでしょう。
このpH管理を天然の乳酸菌に頼るか、それとも醸造用乳酸を使うかという点が「生酛系酒母」と「速醸系酒母」の違いです。醸造用乳酸を使うのがこれまでに紹介した「速醸系酒母」で、乳酸菌に頼るのが次に紹介する「生酛系酒母」です。
乳酸菌がつくる乳酸で雑菌から守る「生酛系酒母」
醸造用乳酸が登場するのは明治時代以降で、江戸時代以前には「生酛系酒母」しかありませんでした。
「生酛系酒母」は、速醸系酒母と同じく米を麹菌の酵素で溶かしながら甘酒のような液体を造り、その糖分で酵母菌を増やしアルコール度数を高めます。しかし、これでは雑菌の繁殖を防げません。そのためアルコールを生成する酵母菌を雑菌に負けないように強く育てなければなりません。
生酛系酒母といっても、山卸(やまおろし)とよばれる酒母中の米をすりつぶす作業(酛すり作業)を行う「普通生酛」、重労働である酛すり作業を省略した「山卸廃止酛(やまおろしはいしもと)」、菩提酛に代表される「水酛」などが挙げられます。
ここでは普通生酛より派生して山卸作業を廃止した「山卸廃止酛(やまおろしはいしもと)」、略して「山廃」を紹介します。山廃仕込みは、私が蔵で普段行っている仕込み方法でもあります。

最初はスノコを使って蒸米の放冷を行います。熱い蒸米を使う高温糖化酛とは違い、山廃仕込では蒸米を冷ましてから仕込みます。水麹が入ったタンクに冷ました蒸米を入れ、櫂棒で混ぜると仕込は完了です。しばらくすると掛米が水を吸って膨らんできます。

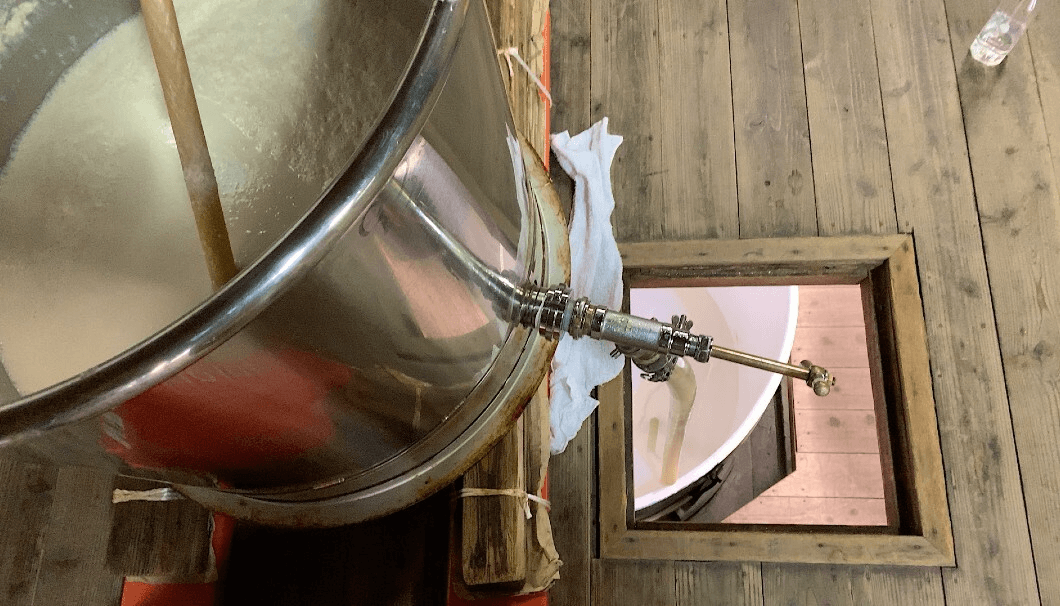
午後からは汲み掛け作業に入ります。
下方にパンチ穴が空いた円筒(汲みかけ器)を挿しこみ、筒の中を井戸のような形にします。この筒の中に酵素たっぷりの麹エキスが染み出してくるので、それをすくっては外側の米にかけます。数時間ごとに液体が溜まるので翌日までこの作業を続けます。外側の米に液体をかけることを「汲み掛け」といいます。
普通生酛の場合、水麹や蒸米は深さがあまりない桶(半切桶)で仕込みます。へらで混ぜる「手酛(てもと)」をまず行い、続いて「山卸(やまおろし)」という櫂入作業で米をすりつぶします。1日3回、夜中でも酒屋唄や酛すり唄を唄いながら櫂入れをしなければいけません。
この作業があまりにも面倒だったので「山卸」を止めてみたところ、できあがったお酒の味が変わらないことから「山卸」が廃止され「山卸廃止酛」の手法が誕生しました。ただし、山廃では米が十分に溶けていないので、この櫂入作業をしない代わりに「汲み掛け」を続けないと櫂棒が刺さらないほど固まってしまいます。

汲みかけ期間終了後は、酒母をまぜる作業「荒櫂(あらがい)」を行います。
酵素が少し効き始めた状態で、ここから2~3日は「打瀬(うたせ)」という期間に入り、酒母は低温で過ごします。この間に米のタンパク質分解が進み、麹の酸性カルボキシペプチダーゼの作用を受けてアミノ酸ができるといわれています。さらに硝酸還元菌が低温で生育しながら、亜硝酸を作りだします。
この硝酸還元菌が作る亜硝酸が、生酛造りの初期段階の酒母を雑菌から守ってくれます。この期間を「生酛(なまもと)」といい、「生酛(きもと)」の名前の由来になっています。

山廃仕込みの4日目ごろ、硝酸還元菌の生成を待ちながら「暖気(だき)」を入れていきます。
「暖気(だき)」入れでは、「暖気樽(だきだる)」という木製やアルマイト製の牛乳缶のような形の湯たんぽに熱湯を入れて、酒母タンクに沈め、酒母を温めます。最初に行う暖気を「初暖気(はつだき)」といいます。

暖気樽は酒母を同心円状に温めます。暖気のすぐ近く(暖気肌)では糖化が良く進み、その外側ではタンパク質分解が、さらに外側は硝酸還元が進み、そのさらに外側では酵母が増殖するのに適した温度になるとされています。暖気の湯温と漬けている時間の長短で上記のプロセスを操作するのです。
また、暖気樽は自由に動かせるので、30分から1時間に一度は動かして酒母を撹拌したり、静置したままじんわりと温めたり、熱湯を入れて激しく動かす(ぎり暖気)などの技を駆使して酒母の温度をコントロールします。
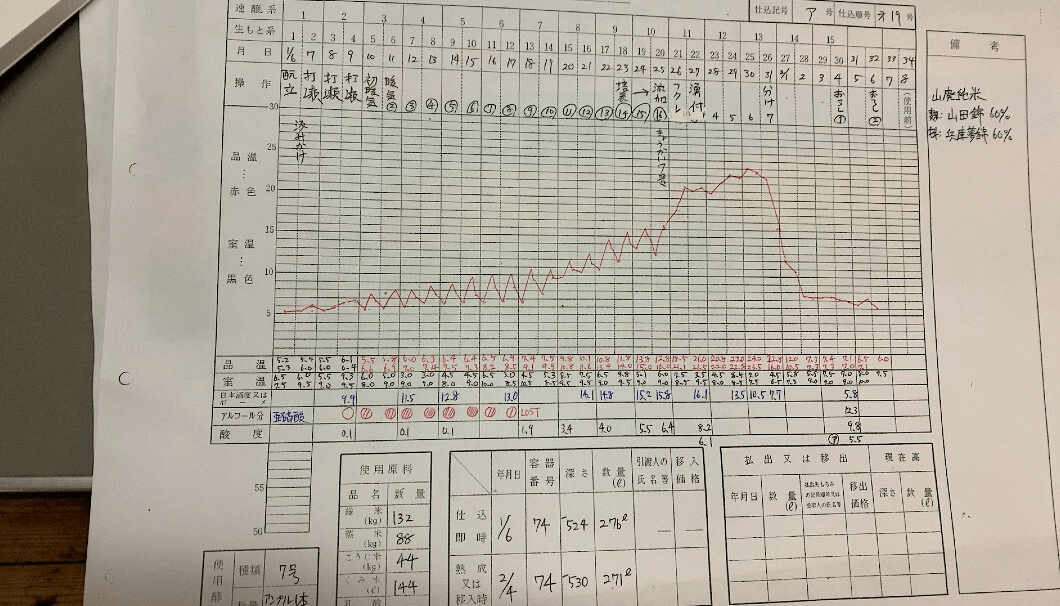
酒母の温度は一気に上げるのではなく、約15日かけて10℃上げていくような鋸歯(きょし)状の温度経過をとります。
櫂入れは適度に行いますが、混ぜるように行う程度で米をすり潰さないよう心がけます。やりすぎると酒母が糊状になるので、山廃仕込みは「櫂で溶かすな、麹で溶かせ」とよくいわれます。
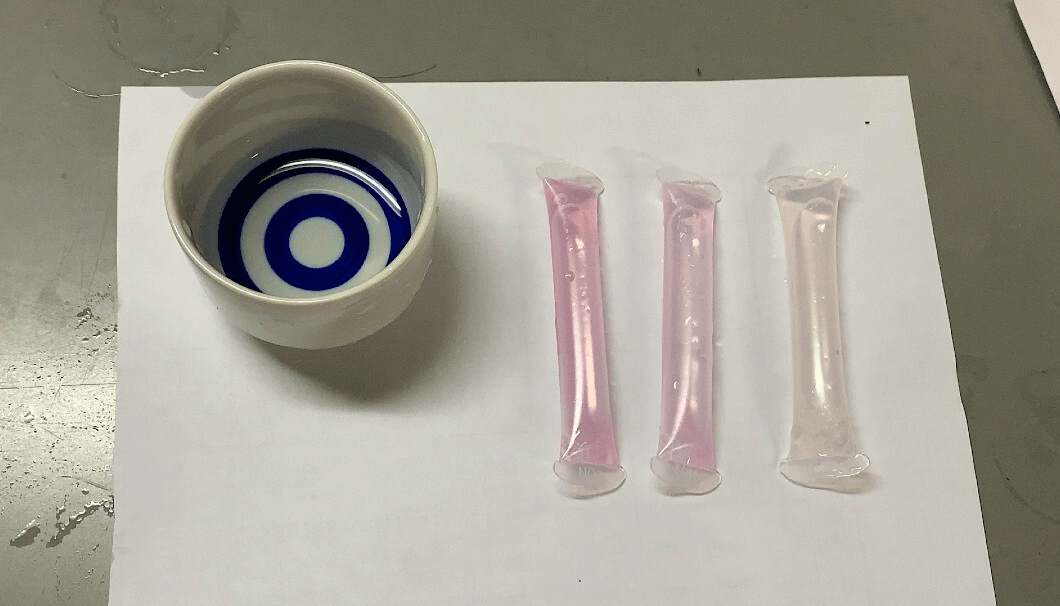
硝酸還元菌が作る亜硝酸の濃度は専用の試薬で測定し、同時に酸度やボーメも測定していきます。
硝酸還元菌からつくられた亜硝酸によって雑菌が減っていく中で、亜硝酸に強い乳酸球菌が増殖してきます。乳酸球菌は乳酸を糖から作り出して酒母のpHをさげ、さらに雑菌を減らします。亜硝酸をつくってくれた硝酸還元菌も乳酸菌がつくる乳酸の作用で減っていきます。この間、酒母は乳酸が増えるのでだんだん酸っぱくなっていき、麹の酵素のはたらきで甘味も増してきます。
その後、乳酸球菌よりも乳酸を多くつくる乳酸桿菌が増殖してきて、さらに多くの乳酸がつくられ、pHが下がります。このようにして速醸系酒母と同様に乳酸による雑菌防御が完成します。乳酸球菌が多い時と乳酸桿菌が多い時とでは、香味や酒母の状貌も変わるようです。
速醸酒母、とくに高温糖化酛では野生の酵母菌は55℃という温度で死んでしまいますが、その過程がない生酛系酒母では、亜硝酸の殺菌作用、乳酸による低いpHで弱っているとはいっても野生の酵母菌も存在します。

日本醸造協会が頒布する「きょうかい酵母」のアンプル
かつては「蔵付き」と呼ばれる蔵に居着いている酵母菌のみを使って酒母や醪(もろみ)を造る方法が主に採られていました。しかし、安定性に欠けるので、次第に良い酒質を造る酵母菌が広く頒布されるようになり、それらを使って酒造りが行われるようになりました。
良い酒質をつくる清酒酵母は、生酛系の酒母造りにおいて、多くの雑菌が死滅し、多くの乳酸が造られて低いpHとなった段階で添加されます。清酒用酵母は良い香気成分を特異的に出したり、アルコール耐性が高かったりと使い勝手が良いので、多くの酒蔵で使われています。
しかし、頒布された清酒用酵母で酒を造っていても、蔵付きの酵母菌も完全にいないわけではなく、酒母に入りこんで独特の風味を出し蔵の個性になっていると考えられます。反対に、悪さを働く酵母菌が居つく場合もあり、清酒用酵母の菌を抑え込んでしまうキラー酵母と呼ばれるものも発見されています。こういったリスクを減らすために、掃除を頻繁に行い酒蔵を清潔に保つことはとても大切なのです。
酒母の酸と糖が堅調に増えたタイミングで培養しておいた清酒酵母菌を添加し、15℃程度の品温を20℃付近まで上げて、清酒酵母菌の増加を狙っていきます。
酵母菌は酸に負けず、アルコールを出し続けます。このアルコール濃度が高まると、野生酵母やいままで頑張ってくれていた乳酸菌などは淘汰されていき、清酒酵母菌のみが生き残ります。ボーメが7程度にまで下がった時点でメインの発酵期間は終了。品温を下げて枯らし期間に入ります。
なお、生酛系酒母の場合、酵母のリノール酸やパルミチン酸の組成比率が異なるなどの理由により、速醸系酒母よりも酵母がストレスに強いということがわかっています。
酒母をつくるのは、強い酵母を育てるため
日本酒酒りに「酒母」が必要なのは、雑菌を防ぎながら拡大培養を行い、強い酵母を育てるため。数日から10日間以上かかる酵母の増殖の過程でアルコール耐性や酸耐性の選別が行われ、それをかいくぐった強い酵母のみが増殖していくという仕組みです。
醸造用乳酸を使用する速醸系酒母の造り方が開発される以前には、すべて生酛系酒母で日本酒は造られていました。しかし、現在のように微生物や酵素の存在は知られていない時代です。
そのような時代に、原料を混ぜる、温度を管理する、原料の使用量を調整する、ということを試行錯誤して構築された酒母の造り方が、生酛系酒母の造り方だといえます。
実際の酒造りの現場では、今回ご紹介した以上に方法や流儀が分かれ、酒蔵ごとに違いがあります。その酒がどのような酒母から造られたのかを考えることで、日本酒をいただく際の楽しみ方が増えることでしょう。
(取材・文:リンゴの魔術師/編集:SAKETIMES)