栃木県栃木市(旧西方町)にある、飯沼銘醸株式会社。文化8(1811)年の創業から、200年以上にわたって酒造りをしてきた古い蔵です。
創業者は、新潟県長岡市(旧越路町)から出稼ぎにきた堺屋岩次郎氏。創業当時の屋号は「堺屋」、銘柄は「秋錦」だったそう。現在は、地元を中心に流通している「杉並木」と県外中心の「姿」が代表銘柄です。
熟練された感覚で、ていねいに造る

造りに携わっているのは、9代目蔵元で杜氏も兼任する飯沼徹典さんを含めて4人。それぞれ持ち場はありますが、重労働のときは一致団結して作業をします。

洗米は機械で。とはいえ、秒単位の作業なので、一瞬たりとも目が離せません。


浸漬もタイマーを使って作業。米の状態によっては1秒単位の細かい時間調整をします。水の吸わせすぎは禁物。蔵人の感覚が非常に重要なんですね。

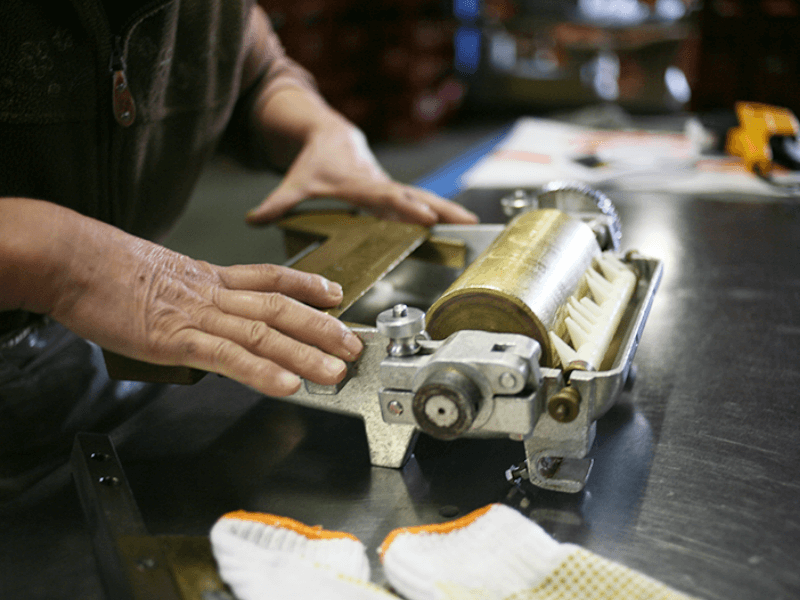
飯沼銘醸の水切りは、なんと手動回転方式。適切な量の水を吸わせてから、瞬時に、そして確実に水切り。必ず米の重さを量り、水分量を確認しています。
これが想像以上に難しい!短時間で素早く作業できるのは、なんども繰り返してきた賜物なのでしょう。

水切りのあとは甑(こしき)に米を張り、蒸す準備が始まりました。掛米や麹米など、その日に必要な米を昔ながらの和釜で一度に蒸します。

蒸しの最中は勢いよく湯気が上がり、蔵じゅうに米の良い香りが充満していました。

米を蒸している間に、蒸米の放冷をするための準備。


蒸しあがったら、急いで米を出します。温度に偏りが出ないようにするのがポイントだそう。

麹米は、ほぐしながら温度を下げていきます。

適正な温度になったら麹室へ引き込み。床もみの作業に移ります。


いっぽう、掛米は一気に放冷機へ。

ベルトコンベアで移動させながら、蒸しあがりの状態や温度を確認。

放冷機から仕込みタンクへは、エアシューターで送ります。

麹室(こうじむろ)に移動し、麹造り。
種麹をふられた米は山型に盛り、毛布をかけてしばらく寝かせます。

切り返しの作業は全員で。米の品種によって手触りが違い、ほぐしやすさなどもそれぞれでした。
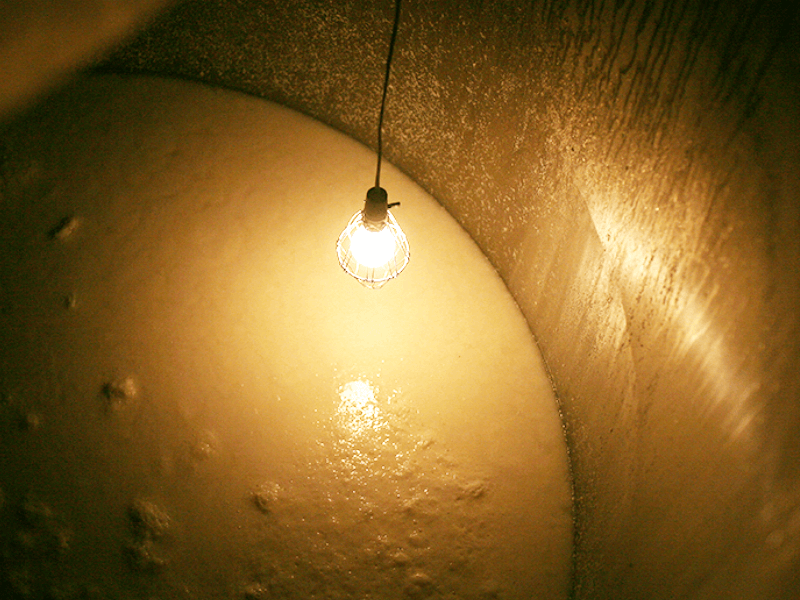
こちらは発酵中の醪。この日は気温が低かったので、白熱電球をつけて温度調節をしていました。柔らかい灯に照らされた醪は、とても魅力的に見えます。

蔵人たちの労働時間は17時まで。しかし、昼間に仕込んだ麹や醪は次の朝まで待ってくれません。そのため、蔵人が帰ったあとは飯沼さんがひとりで夜中まで作業をしているそう。

外はまだ真っ暗の早朝。これから、タンク内の検温を始めます。

櫂入れも。

エアシューターの準備もすべてひとりで終わらせます。
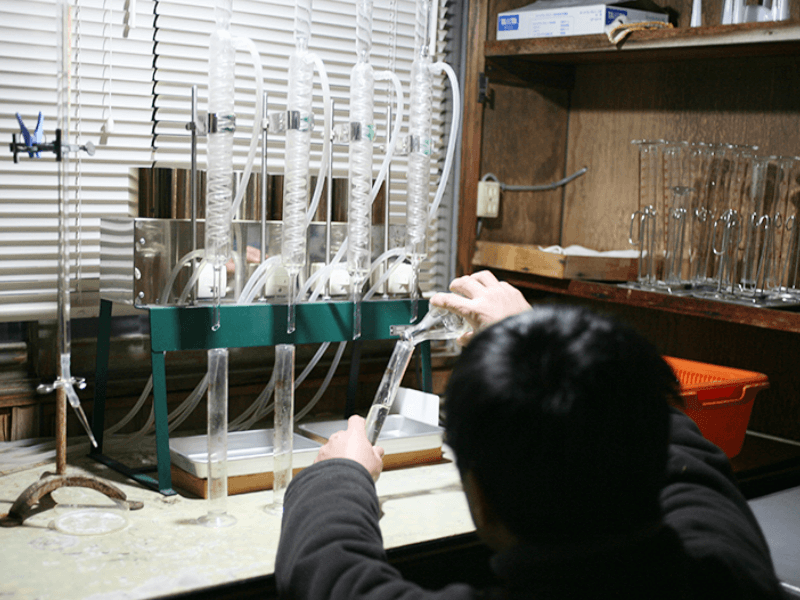
メーター等の酒質も必ず杜氏である飯沼さんがチェック。数値を見て、味を確認し、その日に上槽するタンクがあるかどうかを決めます。

蔵人たちが集合したら、いよいよ上槽の準備。ベテランの方が「何年やっていても、やっぱり搾りに入ると、お酒ができあがったなぁとうれしいもんですよ」と笑顔で話していたのが印象的でした。

飯沼銘醸では、袋を吊るす方法と、連続式の搾り機を使う方法を採用。
袋吊りは、布に醪を入れ、自然とお酒がしたたり落ちるのを待ちます。ひと袋がかなり重く、かなりの重労働ですが、手際良くサクサクと作業が進んでいきました。

落ちてきたお酒は、空気に触れて酸化しないように、すぐさまタンクへ移されます。
連続式の搾り機は時間をかけてゆっくりと。

お酒が搾られてきました。
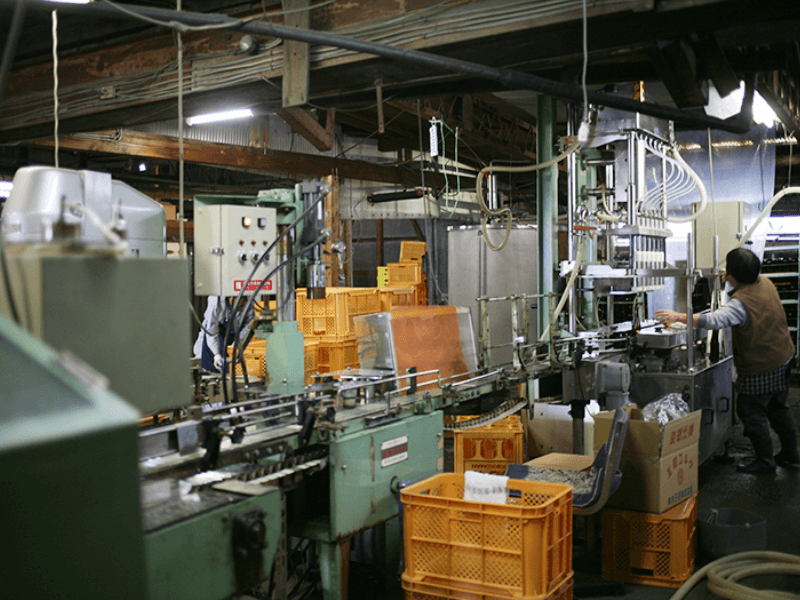

できあがったお酒は、瓶詰め場で詰められます。
瓶詰め場も1日の終わりには清掃と機械のメンテナンス。徹底していますね。
チームワークで醸す酒
製造部だけでなく、事務所にも長く勤めている方が多くいるのが印象的な飯沼銘醸。お聞きしたところ「社長の人柄ですかね。とても居心地が良く、働きやすいんです」と話していました。
そのおかげでしょうか。チームワークの良さがにじみ出ていて、少人数でも作業がスムーズに進み、ストレスもないように見受けられました。こんなに素晴らしい環境で醸されたお酒が美味しいのは、当然かもしれません。

県外向けの「姿」シリーズは無濾過生原酒が基本。できあがったばかりの味わいがそのまま瓶詰めされています。同じ精米歩合で米の品種が違うのもシリーズの特徴。ていねいに造られたからこそ、米の旨みや甘みを感じられ、酒米それぞれの特徴を感じることができますよ。
「姿」シリーズを味わって、飯沼銘醸のチームワークを感じてみてはいかがでしょう。
(文/まゆみ)


