"世界を代表するSake TATENOKAWAを目指して"をテーマにした「TATENOKAWA100年ビジョン」を掲げ、平成22BY(醸造年度)からは、蔵で造るすべてのお酒を精米歩合50%以下の純米大吟醸酒に転換した、山形県酒田市の楯の川酒造。2017年には、前例のない"精米歩合1%"の「光明(こうみょう)」をリリースし、たった3ヶ月で完売。日本酒業界に、新たな光を示しました。
高精白商品を筆頭に、国内外で高く評価される楯の川酒造。その酒造りを支えるのは、楯の川酒造フィロソフィーと呼ばれる社員共通の哲学によって生み出さる高い醸造技術です。SAKETIMESによる楯の川酒造の連載第2回では、その酒造りの真髄に迫ります。
「全量純米大吟醸」を支える自社精米
肥沃な土壌と豊かな雪解け水で、古くから米どころとして知られる庄内地方。来訪者を出迎える一面の田んぼを横目に、庄内空港から車を20分ほど走らせると、楯の川酒造が見えてきます。

純米大吟醸酒のみを製造する楯の川酒造ですが、高精白のプレミアム商品のバリエーションは実に豊富。精米歩合33%、18%、8%、7%、1%など、幅広いラインアップを展開しています。さらに一般流通品や特約店のみの限定商品に加え、グラミー賞受賞アーティスト「Phoenix」とのコラボレーション商品など、精米歩合や原料米の違いだけではない商品を揃えています。
これらの高精白ラインアップを支えているのが、自社精米。一般的に、多くの酒蔵では精米の工程を外部の共同精米所で行います。しかし、数週間〜数ヶ月間の時間が必要な高精白の精米では、精米機を独占してしまうことと、コストが大きくなりすぎることから外部委託は難しいのです。そこで楯の川酒造では、自社精米機を所有し、自社内で精米を行うことでさまざまな高精白商品を実現してます。
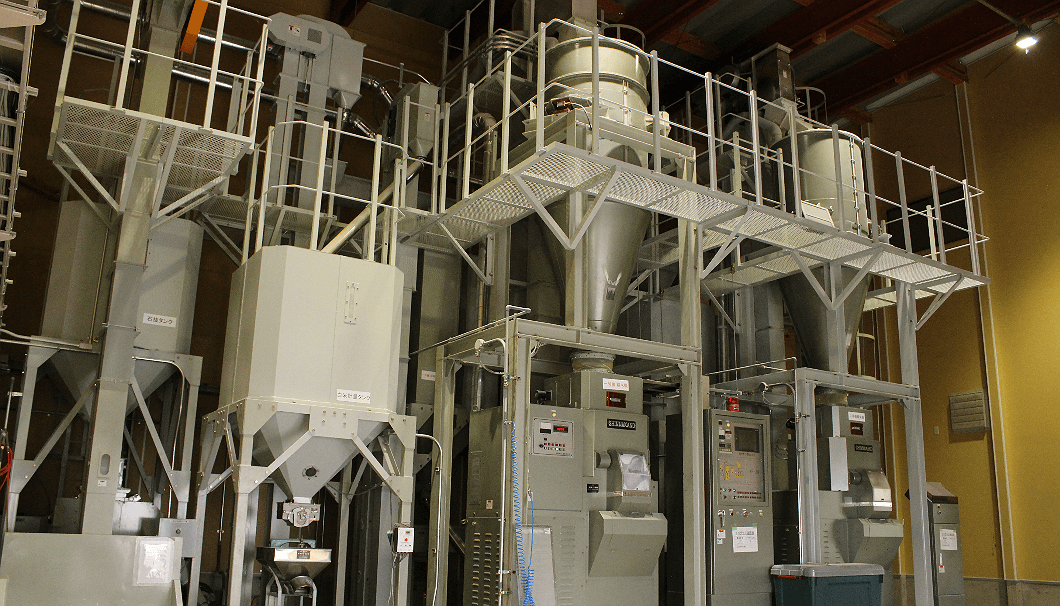
楯の川酒造が所有する精米機。現在2台の精米機があり、2018年9月頃にはさらにもう1台導入する予定だという。
また、外部の精米所では、同じ品種の米は栽培農家が異なっていても混ぜられてしまうことが多いところ、楯の川酒造では契約栽培米を農家単位で管理。等級検査の資格をもった社員が、仕入れ、精米、等級付けまでを一貫して行い、品質のブレを減らす体制をとっています。
あの日飲んだ「楯野川」が、人生を変えた ─ 製造部・川名啓介さん
楯の川酒造は、精米機だけでなくその他の設備投資にも積極的です。その理由のひとつとして、20〜40歳の若手社員が多いことが挙げられます。経験や勘に頼りすぎることなく、効率化や品質安定を第一に考えているのです。全体で1,500石ほどの製造能力をもっていますが、4年前に仕込みのタンクをすべて温度管理機能のついたサーマルタンクへ切り替えました。また、麹室は作業効率を良くするため、工程ごとに室温を変えた3つの部屋を用意しています。
とはいえ、すべてを機械化するということではなく、「教科書通りの造り方を学びながらも、効率や安定のために機械を使う」というスタンスです。
「設備投資を進めていますが、全作業を機械化しているわけではありません。私自身も、身体で酒造りを覚えましたよ」
そう話すのは、製造部製造課で係長を務める川名啓介さんです。

千葉県出身の川名さんは、大学で物理学を専攻した後は機械部品の商社に勤めるなど、庄内地方はおろか、酒造りとも無縁でした。ある日、「はせがわ酒店」の立ち飲みスペースで楯の川酒造の季節限定酒「初槽(はつふね)」を口にしてから、その美味しさが記憶に残っていたのだそう。転勤や結婚を機に山形県へ移り住んだ川名さんは、楯の川酒造の採用募集をたまたま目にして、応募することにしました。
「まったくの門外漢ですが、2014年9月に入社することができました。前職はデスクワークだったので、まさに体力づくりから。3ヶ月で10kgも痩せましたよ(笑)。およそ2シーズンの間、先輩や上司に基礎を教えてもらい、仕事の全体像が見えてきたところで、原料処理や洗米の担当を任せてもらえるようになりました」
「一に原料処理、二に原料処理、三に原料処理」
楯の川酒造のお酒は、口に含んだ瞬間に感じる美しいテクスチャーと、雑味が少なく米の甘味や旨味のボリュームをしっかりと感じられるのが特徴です。高精白というスペックばかりが注目されがちですが、確かな品質を支えるのは、造りへの徹底的なこだわりにありました。
「米を蒸す前の洗米と吸水が腕の見せ所。『一に原料処理、二に原料処理、三に原料処理』の意識ですね」
高精白によって米粒が小さくなるほど、米がどのくらい水を吸っているかがわかりにくくなるもの。精米歩合30%ともなると、簡単には目視できないほどなのだそう。
「トライアンドエラーで最適なやり方を発見していきました。米を磨けば磨くほど、後の工程でリカバリーできる領域が少なくなるんです。あまり米を磨かないお酒では、後から調整することもできるのですが、高精白になると"取り返しがつかない状態"に至るまでの時間がとても短い。見極めが本当に難しいですね」
 高精白日本酒の製造技術を磨く一方で、2018年に係長へ昇格し、蔵人をマネジメントする役割も担う川名さん。製造課の方針を定める立場として、蔵人のマネジメントを意識した働き方へシフトしました。
高精白日本酒の製造技術を磨く一方で、2018年に係長へ昇格し、蔵人をマネジメントする役割も担う川名さん。製造課の方針を定める立場として、蔵人のマネジメントを意識した働き方へシフトしました。
「お客様の意見を取り入れられるような客観性を、蔵人みんながもてるように」という考えのもと、社内のきき酒会を積極的に開催しています。タンクごとの違い、火入れの前後、新商品と似ている他社の銘柄などを比較しながら、社員ひとりひとりが当事者意識をもてるように努めているのです。

「私たちが目指しているのは、入門となるお酒。日本酒ビギナーが飲む一杯目でもあり、コース料理の一杯目でもある。市場が縮小している今だからこそ、門戸を広げていきたいですね」
川名さんの言葉は、現在の仕事に就くきっかけにもなった、立ち飲みスペースで飲んだ"あの日の一杯"にもつながっています。当時の思いを忘れることなく、お酒に向き合う日々でしたが、精米歩合1%の「光明」を造ると聞いた際は「さすがに疑った」と苦笑い。
世界も注目する"極限の精米歩合"にみる、楯の川酒造の真髄
「びっくりしましたね。メールで連絡がきたのですが、最初は打ち間違いかと思いました(笑)。精米歩合1%なんて、データがどこにもないですから。もう勢いで『やるしかない!』と」
大きな挑戦にあたって、これまでに7%や8%という1桁台の精米歩合で商品を造ってきた経験が活きたと言います。手探りで取り組んだ前例のない「光明」の完成は、現場の達成感も大きかったそうです。

「極限まで米を磨いてしまうことで、薄っぺらい味わいのお酒になってしまうのではないかという不安もありました。しかし、むしろお酒としてのバランスが研ぎ澄まされるというか、"美しい"と感じる味わいを表現できました。1%精米の酒造りは、あらゆる要素がつながって、美しい1本の糸になっていくようなイメージでした。ここから製造のデータを蓄積していくことで、精度や酒質はさらに向上していくと考えています」と、川名さんは自身をのぞかせます。
 精米歩合1%という前代未聞のお酒は、日本のみならず世界中の興味を喚起しました。"世界のTATENOKAWA"を目指すにあたって、川名さんはさらなる提案が必要だと考えているそうです。
精米歩合1%という前代未聞のお酒は、日本のみならず世界中の興味を喚起しました。"世界のTATENOKAWA"を目指すにあたって、川名さんはさらなる提案が必要だと考えているそうです。
「日本酒の魅力である"食中酒"としての役割が、海外に打って出ていくための鍵になるはずです。品評会で金賞を獲るお酒とは異なる方向性の考え方をもつことも必要だと思います。あるいは、温度帯の幅があるのも日本酒のおもしろさ。造り手として、いろいろな提案をしたいですね」
楯の川酒造は今、日本のみならず、香港やマカオなどの東アジアや東南アジア、西ヨーロッパ、北欧、北アメリカ、中南米、さらには中東に至るまで、自慢の"Sake"を海外へ輸出し、日本酒ファンを増やし続けています。
「美しさ」というフィロソフィー
川名さんが、小さく折りたたまれた紙を開いて見せてくれました。「楯の川酒造フィロソフィー」と題されたクレドカードです。楯の川酒造が大事にしているのは「価値創造」「顧客創造」「市場創造」。また、「顧客志向」や「誠実さ」など、すべての部署が大切にする共通項目のなかには「美しさ」の一文もありました。
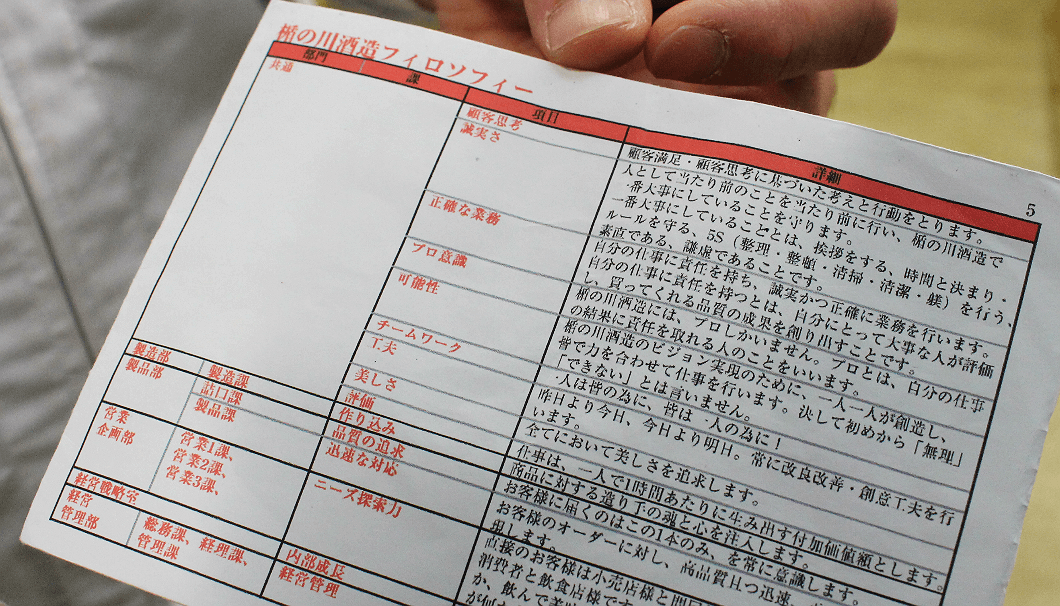
「酒造りよりも先に、まずは人づくりからやっていこうという思いが根底にあるのだと思います。すべてにおいて『美しさ』を追求するからこそ、酒蔵の環境も、挨拶も、酒造りも、美しくなければならないと心がけています」
事実、取材中にすれ違う蔵人たちはみな、健やかなあいさつで私たちを迎えてくれました。笑顔でハキハキとした「こんにちは!」。来訪者に対してのみ行なっているわけではないことが、自然な表情と声音から感じられました。
「私たち人間がアルコールを造っているのではなく、麹や酵母たちがお酒を造っているのです。だからこそ、麹や酵母の邪魔をしないことを徹底しなければなりません。道具についた少しの汚れがお酒をダメにし、雑味を生んでしまうのです。口当たりの美しいお酒を造るためには、作業環境の美しさが大事。もっといえば、蔵人が仕事に向き合う気持ちや態度、それこそ、来客の方々へのあいさつもつながってくると思うんです」

楯の川酒造の真髄を言葉に表すのなら、「美しさを極める」ということかもしれません。
積極的な設備投資、業界初のチャレンジ、そして会社のミッションに掲げる「創造」。これらの掛け合わせこそが楯の川酒造の強い駆動力となって、新たな日本酒のフィールドを開かんとしているようです。
(取材・文/長谷川賢人)
sponsored by 楯の川酒造株式会社


